- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
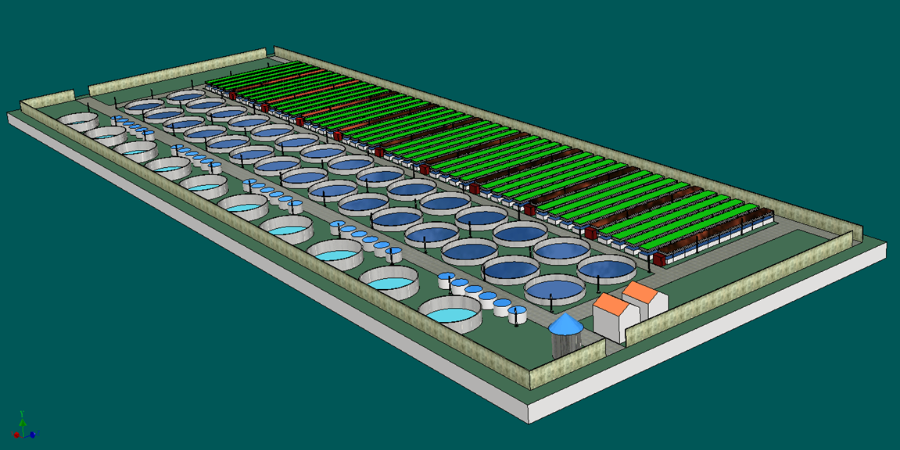
为啥主养鲈鱼?里头也有讲究。这些年,鲈鱼成为第五大家鱼,养殖利润十分可观,尤其1斤左右的成鱼在市场上很受欢迎。鲈鱼味美,却对水质和饲料要求较高,除了干净、溶氧较高的水体环境,饲料中还得添加维生素和矿物质,以避免出现肝脏病变。工厂化养殖,环境更可控,恰好能满足上述要求。再看种植部分,采用无土栽培,25天左右即能采收,对比传统土栽至少3个月的周期,优势便在于茬数多,效益自然高。“而且,水培蔬菜种植环境比较干净,不用清洗就可直接食用。”现场工作人员现身说法,边说边摘下一片奶油生菜叶,直接放进嘴里咀嚼。创新养殖设施设计,提高养殖环境适应性。贵州大棚内工厂化水产养殖产值

循环水工厂化养殖模式展望,想要建立适用于我国现状的水产养殖模式,需要进行充分的调研,根据我国居民对水产品的需求及现阶段我国工厂化水产养殖水平,将现阶段循环水养殖水处理技术与工程化生态净化技术相结合,实现养殖过程中节水、零排放。同时采用科学先进的微生物净化技术,前期减少高昂的设备费用支出,缩短回报周期,让更多的养殖人员从目前的多浪费、多污染的流水养殖模式转变为零污染、少浪费的全封闭式循环水养殖模式,这不仅降低了生产成本而且有利于水产养殖业的绿色可持续发展。贵州大棚内工厂化水产养殖产值通过循环水养殖技术,工厂化水产养殖降低了对外界水环境的影响。

2019年,生态环境部、农业农村部等国家十部委联合发布《关于加快推进水产养殖业绿色发展的若干意见》,明确支持工厂化循环水养殖新技术、新装备发展。2023年,全国海水、淡水工厂化养殖产量分别达到44.46万吨、50.17万吨,较5年前增长74.13%、135.03%,增速明显。相比池塘养殖,工厂化循环水养殖具备节水省地、养殖环境可控、高度自动化、单产高和尾水集中处理等优点,可实现“全季节”“反地域”生产。该技术依赖产业政策支撑,需要优良水源作保障,装备制造、能源供应、养殖技术和市场环境等发展要素缺一不可,其中对养殖水质的长效调控至关重要。
养殖区“零排放零污染”,强大的水处理能力是根本。很多工厂化,只能实现低密度养殖,一旦密度过高,系统“超负荷”,水质异常。或者,通过大量、频繁“换水”实现持续养殖,仍然存在尾水排放问题。要想实现真正的循环水养殖,系统完善是决定因素。系统整体包含养殖池、沉淀池、全自动转鼓过滤器、蛋白分离器、MBBR生化池、紫外线杀菌灯,再加上供氧系统、恒温系统、臭氧系统等。运行原理:将水处理区储水池中的水体注入养殖池内,养殖池内放置供氧气石,持续提高水体溶氧。养殖业的绿色发展,有利于提升我国渔业国际地位。

水产养殖车间可视化系统,渤海水产对虾联合育种平台车间自动控制系统是一套集成化、数字化、智能化的综合管控平台。项目建成后,将有效推动渤海水产对虾品种的“育繁推”一体化产业体系建设,增强企业水产种业自主创新能力和综合竞争力,有效带动区域对虾养殖行业转型升级。下一步,公司将全力做好项目收尾阶段的工作,确保养殖车间各项设备正常稳定运行、数据传输安全可靠,为打造具有引导性、示范性的国家对虾联合育种平台贡献数智力量。工厂化养殖要关注养殖品种的适应性,提高养殖成功率。浙江工厂化水产养殖流程
建立健全养殖产品质量追溯体系,提高消费者信心。贵州大棚内工厂化水产养殖产值
对于采用工厂化循环水养殖模式的渔场来说,光这些还不够。打破“靠水吃水”,就要通过科技手段构建养殖品种所需要的水体环境,同时因为密度高,对水体要求便会更高。所以,水处理区是工厂化循环水养殖主要区域之一。水处理区通常又分为水处理区、储水区、沉淀区。在工厂化循环水养殖系统中,水质和饲料的精确控制是确保鱼类健康生长和产品质量的重要手段。通过自动化和智能化设备,养殖者可以实时监测和调整水质参数,如pH值、溶氧量和温度,确保较佳的生长环境。同时,合理的饲料配方和投喂策略能够优化鱼类的营养吸收,促进健康生长。结果是,养殖的产品不仅在外观上更加吸引人,而且在营养价值和口感上也有更好的表现,满足了消费者对品质水产品的需求。贵州大棚内工厂化水产养殖产值

公司凭借高新技术企业、专精特新中小企业的技术优势,注重技术研发与创新,不断推出适配工厂化养殖场景的新产品、新方案,涵盖智能监测、精确调控、运维管理等多个重点环节。能够有效解决传统工厂化养殖中效率低下、管控不精确、环保压力大等问题。2024年公司在股权托管中心挂牌,进一步提升了品牌公信力与行业影响力,始终坚守成为农业科技产业化、数字化、智能化践行者的初心,用专业的产品与服务助力客户实现养殖产业的高质量发展。在工厂化水产养殖供应商领域,上海芾驰智能凭借雄厚的技术实力、完善的服务体系与良好的品牌口碑,成为行业内的引先企业之一,公司自2018年成立以来,立足上海科技高地与崇明生态岛,响应国家科技兴农政...
- 浙江智能工厂化水产养殖过滤器 2026-05-04
- 云南智能工厂化水产养殖鱼池 2026-05-03
- 微生物工厂化水产养殖流程 2026-05-03
- 江西大棚内工厂化水产养殖基地 2026-05-03
- 山东陆基工厂化水产养殖系统 2026-05-03
- 湖北循环水工厂化水产养殖物联网 2026-05-03
- 山东智能工厂化水产养殖物联网 2026-05-03
- 河北微生物工厂化水产养殖物联网 2026-05-03
- 海南大型工厂化水产养殖方式 2026-05-03
- 贵州大型工厂化水产养殖 2026-05-03


- 天津智能工厂化水产养殖流程 2026-05-03
- 黑龙江专业工厂化水产养殖方式 2026-05-03
- 广东大型工厂化水产养殖规划 2026-05-03
- 河南智能工厂化水产养殖规划 2026-05-03
- 河南大型工厂化水产养殖产值 2026-05-03
- 智能工厂化水产养殖流程 2026-05-03



- 云南智能工厂化水产养殖鱼池 05-03
- 河南庭院鱼菜共生专业团队 05-03
- 安徽新型鱼菜共生需要投资多少钱 05-03
- 微生物工厂化水产养殖流程 05-03
- 低碳鱼菜共生优势 05-03
- 江西大棚内工厂化水产养殖基地 05-03
- 广东新型鱼菜共生服务商 05-03
- 山东陆基工厂化水产养殖系统 05-03
- 浙江鱼菜共生原理 05-03
- 四川低碳鱼菜共生可行性报告 05-03