- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
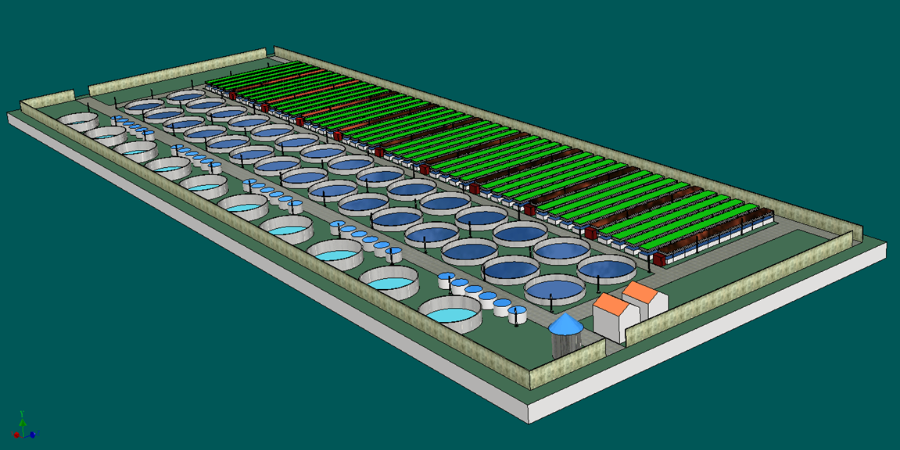
2019年,生态环境部、农业农村部等国家十部委联合发布《关于加快推进水产养殖业绿色发展的若干意见》,明确支持工厂化循环水养殖新技术、新装备发展。2023年,全国海水、淡水工厂化养殖产量分别达到44.46万吨、50.17万吨,较5年前增长74.13%、135.03%,增速明显。相比池塘养殖,工厂化循环水养殖具备节水省地、养殖环境可控、高度自动化、单产高和尾水集中处理等优点,可实现“全季节”“反地域”生产。该技术依赖产业政策支撑,需要优良水源作保障,装备制造、能源供应、养殖技术和市场环境等发展要素缺一不可,其中对养殖水质的长效调控至关重要。建立健全养殖业政策体系,为产业发展提供有力支持。辽宁微生物工厂化水产养殖池

工厂化水产养殖问题及改进措施,水资源问题,目前国内大部分水产养殖企业采用的都是流水养殖,不仅需要消耗大量的地下水资源,而且养殖废水中大多含有氨氮、亚硝酸盐、有机污染物、有机磷以及一些饲料、药品残留物等污染物质。由于养殖废水大部分未经过处理就排放到沟渠里,不仅导致水资源的过度消耗,同时也造成了水资源大面积的污染。因此,养殖水处理特别是养殖尾水处理问题成为了目前工厂化循环水养殖需解决的关键问题。近些年来生物絮凝技术、物理过滤技术、微生物技术等已应用于水处理技术上,将养殖水体中的氨氮转化成低毒的硝酸氮,甚至大幅度降低亚硝酸盐和氨氮的含量,尽量减少对养殖鱼体的影响,使养殖水体可进行循环利用。因此需要进一步开展循环水处理设备及技术研究,实现水产养殖废水资源化再利用,彻底达到全封闭工厂化水产养殖“零排放”。陕西智能工厂化水产养殖产值引入现代化生物技术,提高水产养殖的遗传改良水平。

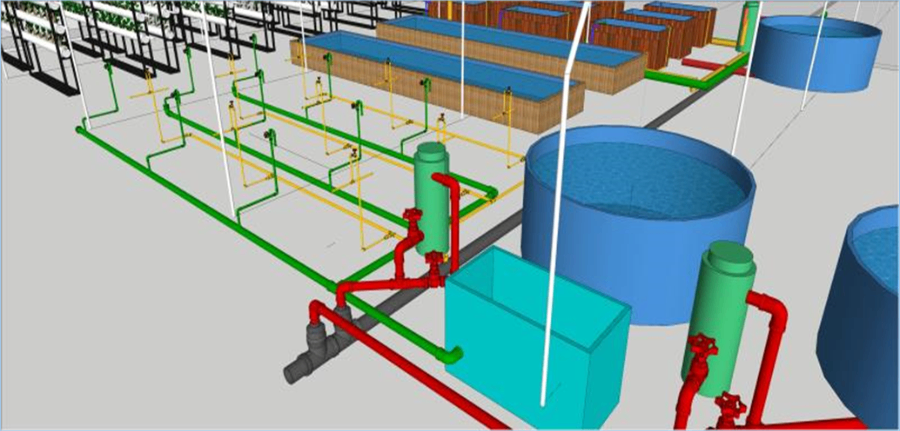
水处理区,根据养殖品种确定水体指标和生存需求,是否需要添加矿物质等成分调配水体,如果是淡水调配海水,也在这个环节。调配好后,进行常规方式初步的消毒、杀菌、曝气。然后通过砂滤器、微米过滤器、活性炭过滤器等物理过滤,去除水中颗粒物质、悬浮物、微生物及吸附化学物质。 再经过蛋白分离器,产生大量特定大小、组合的微气泡,处理水中有机物、悬浮物、蛋白质等有害物质。较后经过防火墙,内含臭氧发生器,杀灭水中的各种细菌、病毒、虫卵及藻类细胞等。
为什么要搞工厂化水产养殖?气候异常因素,随着全球气候的异常加剧,诸如厄尔尼诺等极端气候发生频率增加。特别是近年来大面积长时间干旱、洪涝、台风等极端天气多发。在2014年的“威马逊”台风事件中,广东及海南等沿海地区网箱养殖及土塘养殖都损失惨重。而2013-2014年持续的长江大旱,让长江流域的水产养殖业几近绝收。众多珍稀的水产品种也因此绝迹。靠天吃饭的水产养殖模式走入了死胡同。工厂化水养殖模式采用的是室内养殖的工业模式,因此不会受这样的极端天气的影响。工厂化养殖应注重生态平衡,实现可持续发展。

养殖场所选择:选择合适的养殖场所是石斑鱼养殖成功的头一步。首先,应当选择未受污染的海域,因为水质的好坏直接影响石斑鱼的生长和健康。理想的养殖地点应避开工厂废水、农业污染以及生活污水的排放区。此外,所选地点应具备良好的避风条件,这样可以减少养殖过程中因天气变化造成的风险,特别是减少台风对网箱的破坏。海域的水流速度也要适中,既能保证水体流通,带来新鲜的海水,又不会因流速过快影响鱼类的生长。在冬季,水温不应低于15℃,以确保石斑鱼能在适宜的温度中生长。同时,水中的溶解氧含量需要保持在5毫克/升以上,水的盐度要维持在16‰以上,这样的条件能够为石斑鱼提供一个健康的生长环境。工厂化养殖要关注养殖技术培训,提高从业者素质。海南工厂化水产养殖过滤器
工厂化养殖有助于减少水产养殖对土地资源的占用。辽宁微生物工厂化水产养殖池
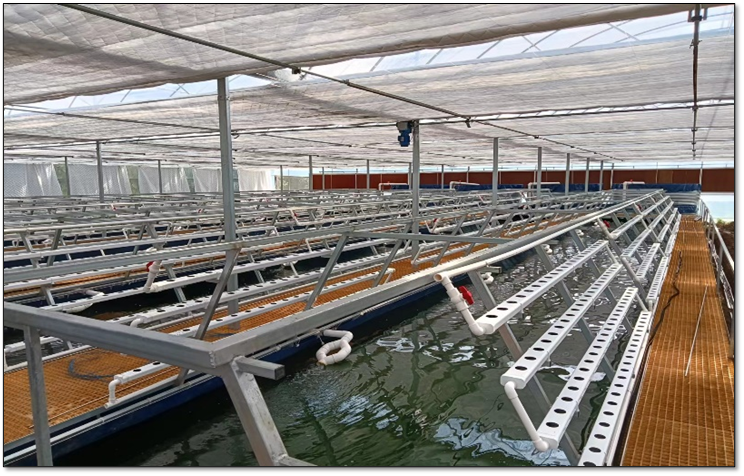
水产养殖车间可视化系统,渤海水产对虾联合育种平台车间自动控制系统是一套集成化、数字化、智能化的综合管控平台。项目建成后,将有效推动渤海水产对虾品种的“育繁推”一体化产业体系建设,增强企业水产种业自主创新能力和综合竞争力,有效带动区域对虾养殖行业转型升级。下一步,公司将全力做好项目收尾阶段的工作,确保养殖车间各项设备正常稳定运行、数据传输安全可靠,为打造具有引导性、示范性的国家对虾联合育种平台贡献数智力量。辽宁微生物工厂化水产养殖池

作为深耕工厂化水产养殖领域的专业供应商,芾驰智能自成立以来,始终以技术创新为重点,经过多年的沉淀与发展,不仅获得多项行业荣誉,更在股权托管中心成功挂牌。彰显了公司的规范化发展与行业影响力,公司立足上海科技高地,整合产学研好的质量资源,将工业互联网思维与水产养殖技术深度融合,为客户提供从养殖项目规划、设备部署到后期运营维护的全周期服务,助力工厂化水产养殖实现高效、环保、可持续发展,践行科技兴农的责任与使命。创新融资模式,降低工厂化养殖的门槛。湖南高密度工厂化水产养殖物联网传统池塘养殖受季节、天气影响大,一年*能养殖1-2茬,而我们的系统通过环境精确调控,可实现南美白对虾60天出塘、加州鲈90天上...
- 甘肃工厂化水产养殖设备 2026-05-05
- 安徽大棚内工厂化水产养殖服务商 2026-05-04
- 北京高密度工厂化水产养殖过滤器 2026-05-04
- 广西智能工厂化水产养殖服务商 2026-05-04
- 湖北专业工厂化水产养殖设备 2026-05-04
- 浙江智能工厂化水产养殖过滤器 2026-05-04
- 上海大型工厂化水产养殖产值 2026-05-04
- 安徽大棚内工厂化水产养殖供应商 2026-05-04
- 浙江高密度工厂化水产养殖池 2026-05-04
- 云南智能工厂化水产养殖池 2026-05-04



- 湖北循环水工厂化水产养殖物联网 2026-05-03
- 山东智能工厂化水产养殖物联网 2026-05-03
- 河北微生物工厂化水产养殖物联网 2026-05-03
- 海南大型工厂化水产养殖方式 2026-05-03
- 贵州大型工厂化水产养殖 2026-05-03
- 浙江专业工厂化水产养殖鱼池 2026-05-03


- 江苏庭院鱼菜共生系统 05-05
- 天津智能鱼菜共生怎么样 05-05
- 湖南高密度工厂化水产养殖物联网 05-05
- 广东鱼菜共生系统模式 05-05
- 重庆低碳鱼菜共生可行性报告 05-05
- 天津鱼菜共生服务商 05-05
- 江西智能鱼菜共生系统模式 05-05
- 吉林鱼菜共生养殖模式 05-05
- 江西阳台鱼菜共生系统搭建 05-05
- 天津庭院鱼菜共生怎么样 05-05