- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
我国工厂化循环水养殖起步于20世纪80年代中期。1986年前后,国内企业从德国、丹麦等国家引进一批循环水养殖系统,主要从事淡水罗非鱼、鳗鱼的工厂化养殖。然而,工厂化循环水养殖投入高,其经济性受到了严重质疑,加上技术上的不成熟,工厂化循环水养殖的发展一度进入了低谷。1990年初,国内开始进行工厂化循环水养殖相关的科学与技术研究,从早期摸索,到工艺、技术、装备的逐步研发与配套集成,较终实现产业化运行,这个过程花费了30年。发展深加工业务,提高养殖产品的附加值。甘肃智能工厂化水产养殖方式

到了夏天,如果是外面池塘的话,受外面的气压影响、池塘水体溶氧会变低。而室内的工厂化养殖,增氧系统是自动化的,保持鱼池内有较高的溶氧。所以,工厂化养殖一般每年出鱼的批次要比池塘的多,原因就在于,工厂化养殖能很好的控制温度和水质,不受外界自然环境的影响和制约。此外,在投喂饲料方面,工厂化养殖每天早晚两次投喂膨化饲料,相对来说浪费比较少。实现精确化养殖后,在养殖管理上,还能有效隔离病害,控制病源的侵入,降低鱼苗的发病率。黑龙江循环水工厂化水产养殖方式工厂化养殖要关注养殖环境的生物安全,防止疫病传播。

日常管理:1. 日常巡视,定期检查残留饵料量并根据需要及时调整投喂量。蜕皮期减少投喂,蜕皮后适时补充钙质防止软壳。定期检查循环水系统的情况保证正常运转。2. 水质调控,每日投料前,观察虾的状况并清理死虾及虾壳,排掉底部部分污水。后期随着虾苗的长大以及饲喂量的增加,水体的氨氮浓度必会上升,所以需要增加换水量,但不能超过原水体的10%以避免虾苗应激。定期检测水质指标并根据水质具体情况调整循环水系统水循环量,并定期观察压力表数值,对石英砂滤罐进行反冲洗以免结块而影响水质。
病害防控问题,由于水产品养殖病害情况复杂、种类较多,在鱼群里传染也较快,因此鱼体一旦患病很难进行补救,现阶段有效医治药物较少,故水产品疾病防控主要以预防为主,医治为辅。一般循环水养殖模式下,设有高效的消毒环节,在确保补充水源、鱼苗、饵料无特定病原以及规范的生产管理操作前提下,循环水养殖理论上可杜绝特定病害的发生, 同时降低普通病害暴发几率。饲料安全及质量等问题,由于饲料质量、适用性、水体污染等问题出现,所以加强适用于工厂化水产养殖的优良、高效、价优的人工配合饲料研发和推广力度成为重点,就饲料营养配方和加工工艺而言,仍需重视开展针对循环水养殖特点的专业饲料,重点开展粪便成型好、利用率高、溶蚀率低、氮磷排放少、水体污染小、沉降速度适宜的饲料研发。工厂化养殖为渔业转型升级提供了新动力。

水产工厂化养殖的未来发展,尽管水产工厂化养殖具有诸多优势,但是也存在一定的挑战。1. 技术门槛高。实行水产工厂化养殖需要具备先进的水产科技管理技术,这对于企业的技术实力、人才储备提出了更高的要求。2. 成本压力大。与传统养殖方式相比,水产工厂化养殖所需建设的设施与设备更为复杂,投资成本也更高。3. 污染排放问题。全封闭式养殖池对于污染物的处理需要更高的技术要求,否则容易造成水环境污染。针对以上问题,未来的水产工厂化养殖将需要不断加强技术研发、加强环境保护、降低养殖成本等方面的努力。以工业化生产方式养殖的水产品,其营养价值与野生产品相差无几。广西微生物工厂化水产养殖系统
工厂化养殖要注重人才培养,提高养殖技术水平。甘肃智能工厂化水产养殖方式
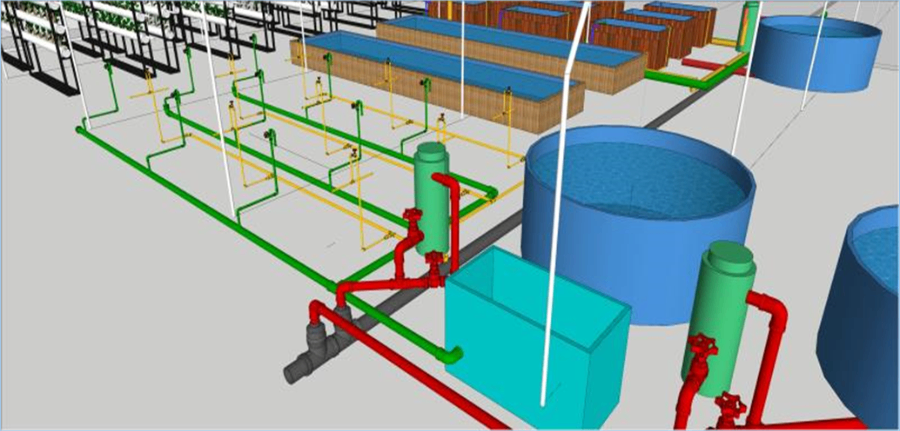
饲料喂养,养殖期间务必保持饲料充足,在投喂虫浆等动物性饵料之前进行适当的消毒处理。根据体长、体重、每天的残饵量确定每日投喂量。少量多次投喂为宜,在前期,每天至少投喂2次,在中后期,每天至少投喂6次。投喂遵循“八分饱”和“三定”原则即可。投喂时可暂时关闭循环系统并减小气泵曝气量( 苗期),主要目的是减少水体流动对虾苗的干扰,投喂结束后再重新开启循环系统。此外,水循环系统还配备了高效的过滤设备,可以有效去除水中的废物和杂质,确保水质长期稳定。这种节约用水和土地的特性使循环水养殖成为解决水资源紧缺问题的重要手段。甘肃智能工厂化水产养殖方式

公司凭借高新技术企业、专精特新中小企业的技术优势,注重技术研发与创新,不断推出适配工厂化养殖场景的新产品、新方案,涵盖智能监测、精确调控、运维管理等多个重点环节。能够有效解决传统工厂化养殖中效率低下、管控不精确、环保压力大等问题。2024年公司在股权托管中心挂牌,进一步提升了品牌公信力与行业影响力,始终坚守成为农业科技产业化、数字化、智能化践行者的初心,用专业的产品与服务助力客户实现养殖产业的高质量发展。在工厂化水产养殖供应商领域,上海芾驰智能凭借雄厚的技术实力、完善的服务体系与良好的品牌口碑,成为行业内的引先企业之一,公司自2018年成立以来,立足上海科技高地与崇明生态岛,响应国家科技兴农政...
- 浙江智能工厂化水产养殖过滤器 2026-05-04
- 云南智能工厂化水产养殖池 2026-05-04
- 云南智能工厂化水产养殖鱼池 2026-05-03
- 微生物工厂化水产养殖流程 2026-05-03
- 江西大棚内工厂化水产养殖基地 2026-05-03
- 山东陆基工厂化水产养殖系统 2026-05-03
- 湖北循环水工厂化水产养殖物联网 2026-05-03
- 山东智能工厂化水产养殖物联网 2026-05-03
- 河北微生物工厂化水产养殖物联网 2026-05-03
- 海南大型工厂化水产养殖方式 2026-05-03


- 湖北陆基工厂化水产养殖过滤器 2026-05-03
- 天津智能工厂化水产养殖流程 2026-05-03
- 黑龙江专业工厂化水产养殖方式 2026-05-03
- 广东大型工厂化水产养殖规划 2026-05-03
- 河南智能工厂化水产养殖规划 2026-05-03
- 河南大型工厂化水产养殖产值 2026-05-03




- 浙江智能工厂化水产养殖过滤器 05-04
- 天津阳台鱼菜共生养殖模式 05-04
- 天津新型鱼菜共生服务商 05-04
- 北京智能鱼菜共生怎么样 05-04
- 广西智能鱼菜共生可行性报告 05-04
- 云南智能工厂化水产养殖池 05-04
- 云南智能工厂化水产养殖鱼池 05-03
- 河南庭院鱼菜共生专业团队 05-03
- 安徽新型鱼菜共生需要投资多少钱 05-03
- 微生物工厂化水产养殖流程 05-03