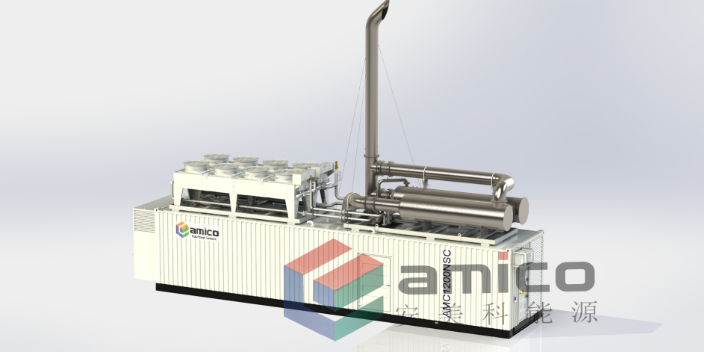
从技术适配角度来看,安美科天然气发电机组与天然气液化工厂的能源需求高度契合。液化工厂在生产过程中会产生一定量的工艺尾气,这些尾气中含有一定浓度的天然气成分,安美科通过对发电机组的燃料系统进行改造,使其能够利用这些工艺尾气作为补充燃料,进一步提高了能源利用率,降低了工厂的燃料成本。同时,发电机组配备了先进的余热回收系统,可将发动机运行过程中产生的余热回收利用,用于加热工艺用水或为工厂供暖,实现了“电能+热能”的梯级利用,大幅提升了综合能源效率,符合天然气液化工厂对能源高效利用的需求。在项目实施过程中,安美科不仅提供了品质较高的天然气发电机组设备,还提供了多方位的售前与售后服务。售前阶段,安美科技术团队深入陕西天然气液化工厂现场,对工厂的用电负荷、能源供应情况、环境条件等进行详细调研,根据调研结果制定了个性化的供电方案,确保方案的可行性与经济性;售后阶段,安美科组建了专业的运维服务团队,定期对设备进行巡检、维护与保养,及时解决设备运行过程中出现的问题,为项目的稳定运行提供了有力支持。天然气发电机组可作为应急电源,在关键时刻保障电力供应。贵州海上石油天然气发电机组售后

天然气发电机组的热效率因机组类型与运行模式不同存在明确区间,往复活塞式机组的发电热效率通常为35%-45%,中型机组(2000-5000kW)因气缸容量大、燃烧更充分,效率可达42%-48%;燃气轮机机组发电热效率为30%-40%,但结合余热利用后(如配套余热锅炉产生蒸汽),联合循环热效率可提升至55%-65%,是分布式能源系统的推荐方案。热效率受负荷影响明显,机组在70%-100%额定负荷区间运行时,热效率处于高水平,若负荷低于50%,效率会下降8%-15%,因此行业内建议机组运行负荷尽量维持在额定负荷的60%以上,避免低负荷运行导致能源浪费。 辽宁质量天然气发电机组出租天然气发电机组可通过优化设备布局提高空间利用效率。

天然气发电机组的产业升级助力我国能源装备 “自主化与国际化” 双突破。过去十年,我国已实现天然气发电机组**部件(如燃气轮机、控制系统)的自主化研发,打破国外技术垄断,形成从整机制造到运维服务的完整产业链。依托 “****” 倡议,国产天然气发电机组已批量出口至东南亚、中亚等地区,不仅为当地提供清洁高效的能源解决方案,更推动我国能源装备标准与技术理念走向全球,助力全球能源转型的 “中国方案” 落地。这种 “技术自主 + 国际输出” 的模式,既提升我国在全球能源治理中的话语权,又为能源装备产业高质量发展开辟新空间。
在能源技术快速迭代的背景下,安美科始终将技术创新作为推动天然气发电机组发展的主要动力,持续推进机组技术升级与性能优化。近年来,公司重点围绕提高发电效率、降低污染物排放、增强智能控制能力三大方向开展研发工作,通过采用高效涡轮增压技术、中冷技术与先进的燃烧控制算法,将天然气发电机组的发电效率提升至 45% 以上,部分高级机型甚至达到 50%,处于国内先进水平。在环保技术方面,安美科研发的选择性催化还原(SCR)系统与氧化催化器(DOC)组合技术,可将天然气发电机组氮氧化物排放量控制在 30mg/m³ 以下,满足更严格的环保法规要求,未来还将探索碳捕集技术与发电机组的集成应用,进一步降低设备碳足迹。在智能控制领域,安美科正推动天然气发电机组与 5G、物联网、人工智能技术深度融合,开发具备自主学习能力的智能运维系统,该系统可通过分析历史运行数据,预测机组潜在故障风险,优化维护周期与负荷调节策略,实现设备运行的 “自诊断、自优化、自调度”。此外,公司还在研发小型化、模块化的天然气发电机组,以适应分布式能源系统对设备灵活性的更高要求,为用户提供更便捷的安装与扩容方案,持续引导燃气动力装备技术创新方向。天然气发电机组能根据季节变化灵活调整发电策略。

天然气发电机组是全球能源结构向清洁低碳转型的 “战略桥梁”。在化石能源逐步退出、可再生能源尚未实现全额替代的关键过渡期,其兼具清洁属性与稳定出力的特质,既填补了风电、光伏等新能源的波动性缺口,又通过远低于煤电的碳排放强度(较常规煤电降低 50% 以上),成为 “双碳” 目标下保障能源安全与减排目标协同推进的装备。从国家能源战略层面看,它不仅是传统电力系统的 “应急备用柱”,更是新型电力系统构建中 “源网荷储” 协同的重要支撑点,助力能源系统从 “高碳依赖” 向 “低碳安全” 平稳过渡。在偏远养老院,天然气发电机组为医疗设备提供备用电源。辽宁质量天然气发电机组出租
天然气发电机组可与其他能源系统配合,实现能源的综合利用。贵州海上石油天然气发电机组售后
天然气发电机组的环保排放指标需符合国内外通用标准,国内执行GB20891《非道路移动机械用柴油机排气污染物排放限值及测量方法》,要求氮氧化物(NOx)排放浓度≤150mg/m³(稳态工况)、一氧化碳(CO)≤300mg/m³;国际市场需满足美国EPATier4或欧盟StageV标准,NOx限值进一步降至80mg/m³以下。为达成排放要求,行业内普遍采用“稀薄燃烧+选择性催化还原(SCR)”技术组合:稀薄燃烧通过控制空燃比(通常16:1-18:1)减少原始排放,SCR系统利用尿素溶液将NOx转化为氮气与水,转化效率需≥90%。部分小型机组采用三元催化器,对CO、碳氢化合物(HC)的净化效率可达95%以上,HC排放浓度控制在50mg/m³以内。 贵州海上石油天然气发电机组售后