- 品牌
- 武汉创能
- 型号
- 创能
- 结构型式
- 分立式,台式,手持式,便携式,组合式
在导电连接可靠性方面,软包电池测试工装不断迭代优化,以解决软包电池极耳薄、易变形、接触不良等行业痛点。针对软包电池极耳多为铝、铜材质且厚度较薄(0.1-0.3mm)的特点,工装探针采用尖针与面针结合的设计,尖针用于穿透极耳表面氧化层保证接触,面针增大接触面积降低电流密度,避免极耳发热烧蚀。同时,部分工装集成了极耳定位校正功能,通过视觉识别系统准确定位极耳位置,自动调整探针位置,即使极耳存在轻微偏移也能实现可靠连接,有效降低因极耳接触不良导致的测试失败率与电池损耗。智能识别软包电池测试工装,快速匹配电池参数。贵州叠片软包电池测试工装工艺流程
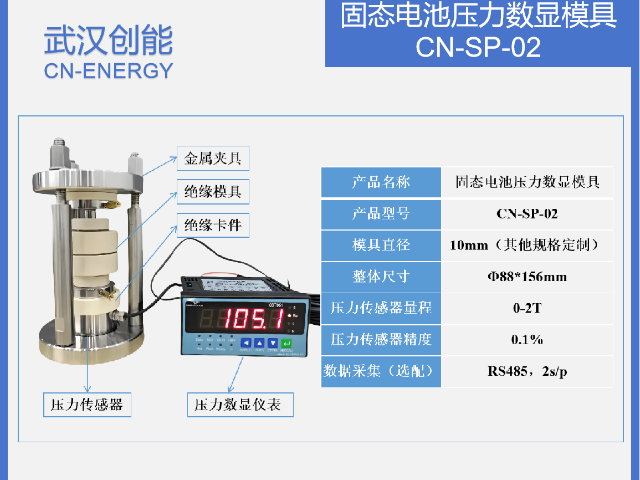
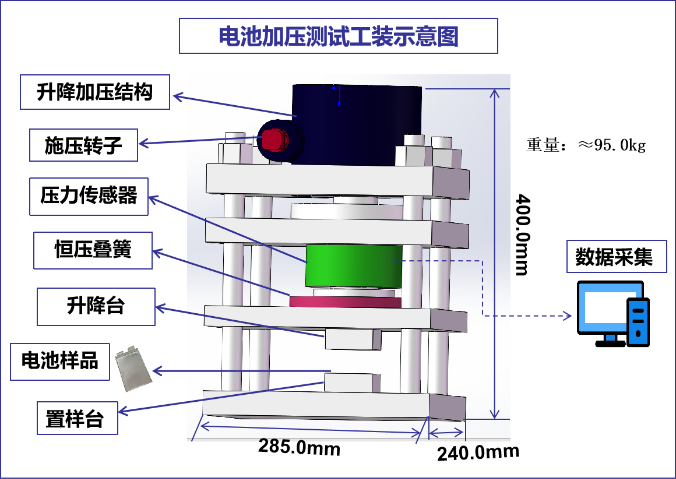
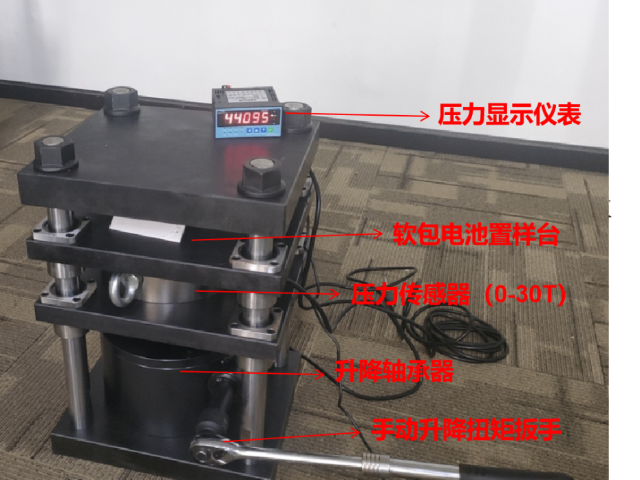
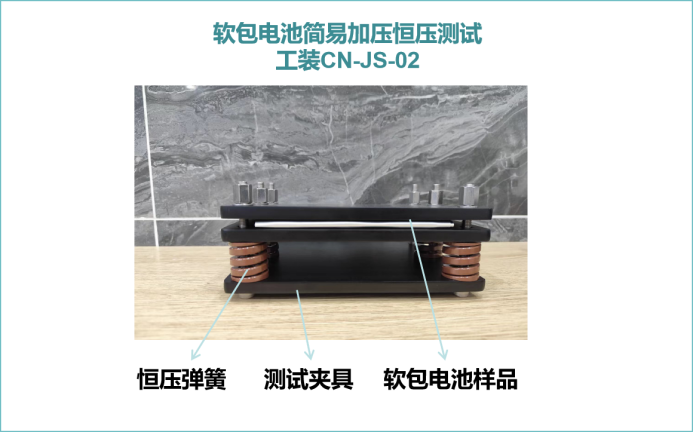
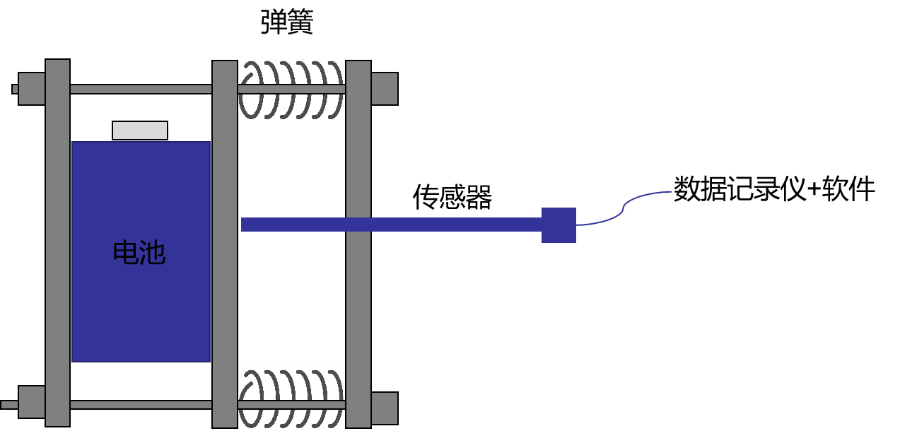
压力测试工装恒位移款软包电池压力测试工装(CN-S-01):主要用于测试验证小软包电池在恒位移条件下的电化学性能。其尺寸为长宽高 = 120*120*170mm,重量为 9.5KG。恒压力款软包电池压力测试工装(CN-S-02):可提供恒定压力环境,测试软包电池在不同特定恒压力下的性能。其长宽高 = 120*120*200mm,重量为 10.5KG,压力传感器量程 0-5T 可选,精度 0.1%-0.3%。软包电池高压力(0-50T)测试工装:可用于研究不同尺寸软包电池在充放电过程中的压力变化行为。主要由手动高压力机械压具、压力传感器、压力显示仪表三部分构成。 云南高精度软包电池测试工装价格稳定输出软包电池测试工装,保障测试数据稳定可靠。

现代测试工装是“机电软”一体化的产物,其软件控制系统是大脑。控制软件不仅驱动充放电设备、温控箱、压力伺服机构,还实时采集来自工装内部传感器(电压、温度、压力、位移、气体)的所有数据。软件需具备灵活可编程的测试序列编辑功能,允许工程师自定义复杂的多步骤测试流程。数据管理模块需安全存储海量时间序列数据,并提供可视化工具和初步分析功能。高级系统还集成数字孪生模型,能根据测试数据实时更新电池模型参数。软件与工装硬件的深度集成,实现了测试过程的自动化、精确化和可追溯化,是提升研发效率的关键。
软包电池测试工装的自动化集成水平不断提升,逐步向智能化、无人化方向发展,成为智能制造的重要组成部分。新一代工装多集成工业机器人、视觉识别系统、PLC控制系统与物联网模块,实现测试全流程的自动化控制与数据智能化管理。视觉识别系统可准确定位电池位置与极耳偏移量,引导探针自动校正位置;PLC控制系统可实现多工位协同作业,优化测试流程;物联网模块则支持测试数据的实时上传、存储与分析,便于管理人员实时监控测试进度与电池性能,同时为生产工艺优化提供数据支撑。耐用可靠软包电池测试工装,是您测试工作的得力助手。
研发场景用软包电池测试工装与量产场景工装存在明显差异,更注重测试精度、参数可调性与数据完整性。研发用工装需支持宽范围的测试参数调节,如电压范围0-100V、电流范围0.01A-100A,可满足不同材料体系、不同结构设计的软包电池研发需求。同时,需具备高精度数据采集能力,采样频率可达100Hz以上,能精细捕捉电池在充放电过程中的电压、电流、温度变化曲线,为研发人员优化电池设计提供数据支撑。此外,研发用工装多支持自定义测试流程,可设置复杂的充放电循环策略与环境模拟条件,满足多样化的研发测试需求。便捷软包电池测试工装,快速完成参数测量,提升测试效率。宜昌实验室软包电池测试工装公司推荐
高效软包电池测试工装,节省测试时间,加快项目研发进程。贵州叠片软包电池测试工装工艺流程
为确保测试数据的准确性和可比性,测试工装需要建立严格的校准与维护制度。电气回路需定期使用标准电阻和电压源校准接触电阻和电压测量精度;力传感器和位移传感器需按国家标准进行溯源校准;温度传感器需在恒温槽中进行多点校准。日常维护包括清洁接触探针、检查绝缘性能、润滑运动部件、验证安全功能等。此外,工装的设计与使用也应尽可能遵循国内外相关测试标准(如GB/T, IEC, UL, SAE等)中对测试装置的要求,例如挤压测试的挤压头速度、针刺测试的钢针规格等,以确保测试结果的性和可被行业认可。贵州叠片软包电池测试工装工艺流程
用于研究电池在过热环境下的行为及热失控在模组中的传播特性。热滥用测试工装可能集成高功率的平面加热器或辐射加热器,紧贴电池表面,能以精确的升温速率(如5°C/min)加热,并监控电池内部反应。热失控传播测试工装则更为复杂,它需要模拟一个多电池的小型模组,其中一个电池被触发热失控(通常通过内置加热器、过充或针刺触发),工装需详细监测热量、火焰和喷射物如何通过热传导、辐射和对流传递给相邻电池。这类工装使用大量高温热电偶、热流计和视频记录,结构材料需耐高温(如陶瓷、不锈钢),并设计有复杂的烟气导流与收集系统,以分析喷射气体成分。安全可靠软包电池测试工装,多重防护,保障人员安全。江苏软包电池测试工装要求...
- 广州固态软包电池测试工装 2026-02-07
- 珠海高精度软包电池测试工装工艺流程 2026-02-07
- 太原高压力软包电池测试工装要求 2026-02-07
- 宜昌固态软包电池测试工装 2026-02-07
- 武汉高精度软包电池测试工装 2026-02-06
- 广东高压力软包电池测试工装工艺流程 2026-02-06
- 湖北高精度软包电池测试工装 2026-02-06
- 江西高压力软包电池测试工装工艺流程 2026-02-06
- 杭州恒压软包电池测试工装工艺流程 2026-02-06
- 安徽恒位移软包电池测试工装 2026-02-06
- 石家庄固态软包电池测试工装价格 2026-02-06
- 沈阳恒位移软包电池测试工装要求 2026-02-05
- 汕头固态软包电池测试工装工艺流程 2026-02-05
- 河北高压力软包电池测试工装 2026-02-05
- 陕西恒压软包电池测试工装要求 2026-02-05
- 呼和浩特实验室软包电池测试工装要求 2026-02-05


- 珠海高精度软包电池测试工装工艺流程 02-07
- 江西软包电池加压测试价格 02-07
- 辽宁电池加压测试 02-07
- 太原高压力软包电池测试工装要求 02-07
- 宜昌固态软包电池测试工装 02-07
- 武汉高精度软包电池测试工装 02-06
- 广东高压力软包电池测试工装工艺流程 02-06
- 湖北高精度软包电池测试工装 02-06
- 江西高压力软包电池测试工装工艺流程 02-06
- 杭州恒压软包电池测试工装工艺流程 02-06