不锈钢酸洗钝化方式。膏剂法:不锈钢酸洗钝化膏目前已在国内guang泛使用并有系列产品供应,主要成分由硝酸、氢氟酸、缓蚀剂、粘稠剂等按一定比例组成,《不锈钢酸洗钝化膏》CB/T3595-94有具体的检验规则,手工操作,适合现场施工,对不锈钢化学品焊缝处理、焊接变色、顶部、拐角死角、大面积的涂抹钝化都适用。膏剂法的优点是不需要zhaun用设备和场地,不需要加热设备,现场操作灵活,酸洗钝化一次完成,du立性强;钝化膏保质期长,每次涂抹处理都用新的钝化膏一次性使用,表面一层钝化结束后反应即停止,不易过腐蚀,不受后续冲洗时间限制,焊缝等薄弱环节还可以加强钝化。缺点是工人操作环境差,劳动强度高,成本较高,对不锈钢管线内壁处理效果稍差,需结合其它方法。 不锈钢酸洗钝化是一项重要的表面处理工艺。太仓注射水设备管道酸洗钝化

酸洗钝化是一种常用的金属表面处理工艺,主要用于提高金属的耐腐蚀性和美观度。以下是酸洗钝化的工艺细节介绍:清洗预处理:在进行酸洗钝化之前,首先要对金属表面进行清洗预处理。这一步骤的目的是去除金属表面的大颗粒杂质、油污和其他污垢。清洗方法包括机械清洗和化学清洗。机械清洗可以使用刷子、喷砂等方法;化学清洗则使用适当的清洁剂去除油污和其他杂质。酸洗处理:酸洗是将金属浸泡在酸性溶液中,通过化学反应去除金属表面的氧化物、锈蚀物和其他杂质。常用的酸性溶液包括硫酸、盐酸、硝酸等。选择哪种酸液取决于金属的种类、表面状态和处理要求。酸洗过程中,需要控制酸液的浓度、温度和处理时间,以避免对金属造成过度腐蚀。同时,需要不断搅拌或循环酸液,确保金属表面与酸液充分接触。 太仓注射水设备管道酸洗钝化通过酸洗和钝化的组合处理,不锈钢表面的氧化物、油污和其他杂质被去除,同时形成了一层保护性的氧化膜。

为保证酸洗钝化质量,酸洗钝化首先需考虑采纳钢板表面办理酸洗钝化液浸泡的方式,在不便于采纳液体浸泡的状况下,才考虑用涂刷酸洗钝化膏的方式,但不宜使用涂刷酸洗钝化液的方式。当采纳酸洗钝化液浸泡的方式时,需按期对浸泡液进行测试和化验。表面办理酸洗钝化的惯例工艺过程以下:→酸洗→冲刷→钝化(池洗)→预办理→→酸洗钝化(二合一)液〔池洗)一冲刷→后办理→酸洗钝化(二合一)膏(池洗)→预办理去除焊缝及母材表面的飞溅、焊药、尘埃等。去除油污,必需时可采纳碱洗或清洗液冲洗,洗后需用清水将表面冲刷于净。
酸洗钝化处理方法比较不锈钢设备与零部件酸洗钝化处理根据操作不同有多种方法,对比如下:浸渍法:用于可放入酸洗槽或钝化槽的零部件,但不适于大设备,酸洗液可较长时间使用,生产效率较高、成本低;大容积设备充满酸液浸渍耗液太大。涂刷法适用于大型设备内处表面及局部处理,物工操作、劳动条件差、酸液无法回收。膏剂法:用于安装或检修现场,尤其用于焊接部处理手工操作、劳动条件差、生产成本高。喷淋法:用于安装现场,大型容器内壁用液量低、费用少、速度快,但需配置喷枪及循环系统。循环法:用于大型设备,如换热器、管壳处理施工方便,酸液可回用,但需配管与泵连接循环系统电化学法:既可用于零部件,又可用电刷法对现场设备表面处理技术较复杂,需直流电源或恒电位仪。 酸洗钝化工艺需要由专业的操作人员进行,他们应具备相关的化学知识和操作经验。

不锈钢酸洗钝化管道过程: 1:准备一个储液罐和一台水泵,与要酸洗钝化的管道连成一个循环通路.钝化长串件长串件钝化时镀件的上、下端进出钝化溶液中的时间有先后,同时工件在溶液中摆动时,镀件的下端摆动幅度比上端大得多;另一方面钝化后在空气中停留时,溶液由上端往下游,下端镀件表面要比上端镀件附有更多的溶液,下端与溶液有更多的化学反应时间。这些都使得下端钝化膜的颜色深于上端。为减轻色差,这类零件进、出钝化溶液时建议横向出、入(下端用一挂钩钩起来),并防止使用的阳极过长。硕科环保公司的不锈钢管道酸洗钝化服务,欢迎咨询和报价。江阴GMP纯化水设备管道酸洗钝化定制
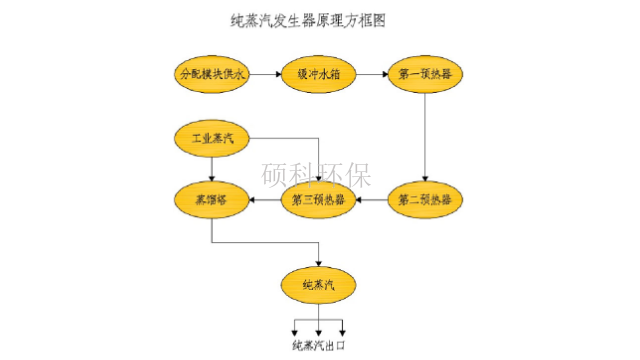
纯化水管道酸洗钝化服务是硕科环保公司的主要业务之一,我们致力于为客户提供解决方案。太仓注射水设备管道酸洗钝化
(1)还原型碱浸是各类合金钢去除氧化皮的*佳方法,因不产生危险排放物较为环保,是一种很有应用前景的不锈钢除氧化皮技术。(2)目前,国内普遍采用敞开式酸洗生产线,以及氧化型碱浸与HNO3/HF混酸酸洗技术,即“以碱浸为辅,混酸酸洗为主”。(3)通过与德国、美国、日本、捷克等国家进行酸洗技术交流,国外普遍采用隧道式酸洗生产线,以及还原型碱浸与HNO3/HF混合酸酸洗技术,即“以碱浸为主,混酸酸洗为辅”。(4)国外废水、废酸、废气三废处理设施先进、齐全。废HNO3/HF混酸采用酸过滤和酸再生系统分离过滤后回收使用,酸性废水采用氢氧化钙中和处理,硫酸、盐酸废气采用氢氧化钠进行喷淋处理,NOX废气采用SCR脱氮系统处理,满足环保要求。 太仓注射水设备管道酸洗钝化
明确不适用的范围非金属管道:PVC、PPR、PE、玻璃钢、衬塑管道等,完全不适用。镀锌管道:...
【详情】外观质量验收记录记录管道整体、焊缝、弯头、变径等部位的检查结果,标注是否无氧化皮、焊渣、红锈...
【详情】过程设计工艺参数:酸洗时间、钝化时间、循环流速、温度、剂浓度、中和pH、漂洗电导率/TOC安...
【详情】技术交底记录施工单位对作业人员的技术、安全、质量交底文件,明确操作要点、验收标准、防控,交底...
【详情】酸洗钝化可针对性***焊斑、氧化黑皮,并对焊缝区域同步钝化,让整个管路防腐能力一致。减少因焊...
【详情】彻底净化管道,输送介质安全无污染***管道内壁的浮锈、焊渣、金属碎屑、油污、杂质,杜绝这些污...
【详情】外观质量验收记录记录管道整体、焊缝、弯头、变径等部位的检查结果,标注是否无氧化皮、焊渣、红锈...
【详情】录类资料(**追溯资料)全程记录施工关键参数,是判定施工是否符合方案的关键,需真实、完整...
【详情】苏州本地化**优势(区别外地服务商)就近响应,工期更短太仓总部+苏州本地施工队,4小时内上门...
【详情】食品、饮料、乳业行业符合食品接触材料相关卫生标准,无有害物质残留。无锈、无杂质、无异味,防止...
【详情】表面粗糙度检测(GMP、高洁净场景选用)卫生级不锈钢管道,内壁粗糙度需满足:Ra≤μm(注射...
【详情】304不锈钢为标配,满足GB5749-2022生活饮用水卫生要求,耐常规养殖水质腐蚀,易...
【详情】