防锈场合:不同的防锈场合需要选择不同的防锈剂。比如对于汽车、机器、设备等金属制品,可以选择润滑油中含有的防锈添加剂或者是专门的防锈涂料来进行防护。对于铁路、船舶等海洋环境下使用的设备和机器,则需要选择适合海洋环境的防锈剂。2.金属材质:不同金属材质需要选择不同的防锈剂。对于铁、钢等有色金属,应该选择含有磷酸盐、硝酸盐、有机酸等成分的防锈剂。而对于铜、铝等轻金属,则需要选择含有氯化物、硝酸盐、有机酸等成分的防锈剂。3.防锈剂的性能:选择防锈剂需要考虑其防锈性、稳定性、使用寿命等性能。防锈性能是首要考虑的因素,应该选择具有强、持久的防锈性能的防锈剂。同时,还需要注意防锈剂是否易挥发、是否稳定,以及使用寿命是否长。4.使用方式:防锈剂的使用方式有涂敷、浸泡、喷洒等多种方式。应该根据不同的防锈需求选择适合的使用方式。总之,选择合适的防锈剂需要根据具体情况综合考虑以上几个方面,并在实际应用中进行不断验证和调整。 红锈是制药流体工艺系统中不锈钢材质一种常见的工程现象,常发生在制药用水等流体工艺系统罐体内壁部分。泰兴注射水设备管道除红锈

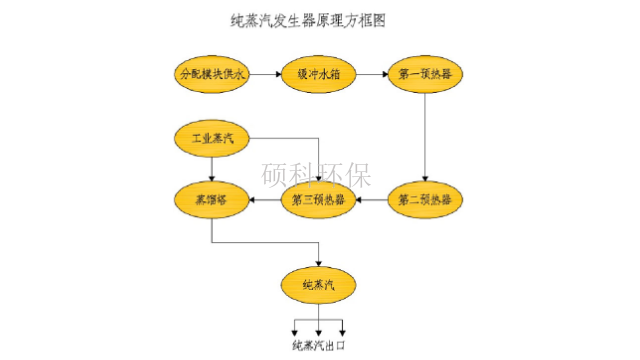
由于工艺设计和设备内部结构的异常复杂,多效蒸馏水机的除锈再钝化工作建议由专业的除锈再钝化服务执行团队提供相关维保服务。清洗除锈再钝化工作开始前,应将相关精密不耐腐蚀的部件拆除,并相应标记妥善保存,防止丢失细小繁多的零部件。然后将多效蒸馏水机不分管路进行临时性的拆卸和改接,以满足蒸馏水机除锈再钝化技术方案的执行要求。在执行多效蒸馏水机的除锈再钝化处理时,原则上可以按照各效蒸馏塔壳程、管程以及其他部件的清洗程序进行。由于多效蒸馏水机内部结构的复杂,建议使用较易冲洗的、专业配制的除锈再钝化试剂进行处理。如果使用氢氧化钠碱性清洗试剂或硝酸、柠檬酸等酸性除锈再钝化试剂,清洗废液可能很难从设备内部彻底冲出,导致除锈再钝化的不良后果。纯蒸汽发生器与多效蒸馏水机单效蒸馏塔的工作原理类似,在清洗时可参照多效蒸馏水机的清洗工艺,将其视为一个蒸馏塔的壳程和管程以及其他部件的程序进行除锈再钝化处理,在此不做赘述。泰兴注射水设备管道除红锈注射水管道除红锈试剂:使用环保且高效的除锈试剂,专为注射水管道设计,不影响水质。

红锈的形成机理与分类氧化作用是电化学反应的常见形式,其主要原理为:一个元素释放电子,同时,另一个元素吸收电子,整个过程组成了氧化还原反应,在这个过程中,氧气和金属或合金中的某个元素相结合生成金属氧化物。不锈钢耐腐蚀的基本特性是由于合金中的Cr元素和氧气接触后,能够在其表面形成一层稳定的富铬氧化膜,它是不锈钢在有氧化气体存在的情况下瞬间形成的,钝化层形成后,能够改善金属的抗腐蚀特性,金属则表现出特有的“惰性”,其氧化速率将降低到微不足道的范围。腐蚀是金属和环境之间化学或电化学的相互反应,它可以导致金属特性的非预期改变,这些反应会导致金属耐腐蚀功能的降低,常见的腐蚀有均匀腐蚀、电化学腐蚀、缝隙腐蚀、点腐蚀、应力腐蚀裂纹和晶间腐蚀。一旦有某种原因导致不锈钢的钝化层遭到了破坏,水中的氧气就会与金属中释放出来的Fe元素缓慢地发生化学反应并形成疏松的氧化铁,金属表面就会表现出锈迹的腐蚀,俗称“红锈”,图2是一种模拟的红锈形成机理,虽然该机理目前还存在争议,但它较为形象地说明了红锈形成的化学过程。
管道油漆防腐(一)、施工准备1、作业场地清洁,施工环境温度宜保持在0℃以上,且通风良好。2、在管道安装前除锈后涂刷一层底漆,第二遍须待刷面漆之前完成。(二)、管道除锈1、人工除锈:一般先用手锤敲击或用钢丝刷、废砂轮片除去严重的厚锈和焊渣,再用刮刀、钢丝布、粗破布除去氧化皮、铁浮锈及其他污垢。2、机械除锈:可用电动砂轮、风动刷、电动旋转钢丝刷、电动除锈机等除锈机械。(三)、除锈过程中的安全与劳动保护1、危险因素:粉尘(金属、微粒)、噪音、带压设备、水雾2、劳动保护:工作前需有适当的培训﹔熟悉安全程序和应急处理措施;完备的个人防护用品;工作中正确的使用工具和设备﹔保持工作场地的清洁;(四)、油漆涂装施工为了减少涂装前表面处理被损坏的情形,通常在表面处理后一天内必须涂装上底漆。在涂装施工前如果表面出现返锈,则必须重新喷砂处理。1、手工涂刷:应自上而下,从左至右,先里后外,先斜后直,先难后易,纵横交错地进行。2、机械喷涂:将调和好的涂料通过加压后的高压泵压缩,从专门喷枪喷出。3、管道涂刷分类:管道应根据输送介质选择漆色,如设计无规定,可按相关规定选择涂料颜色。(五)、质量标准1、符合设计要求。 引入红锈的流体分析技术或表面分析技术,安装红锈在线监测仪,建立完善的风险评估机制,及早发现及早清洗。

循环酸洗:循环酸洗法是将已安装就位的管道以软管连接构成回路,用耐腐蚀泵将化学清洗液打入回路内进行循环洗涤,这种方法可以不拆已安装好的管道,需要注意的是回路必须避开液压缸、阀门等元件.或是将一些较短的管件或不宜在安装位置上构成回路的管子拆下,就地用软管和接头连接成回路进行循环酸洗。a.采用循环酸洗法进行酸洗时,一般应按以下工序进行:管道试水试漏→脱脂→水冲洗→酸洗→水冲洗→中和→钝化→水冲洗→干燥→涂防锈油(剂)。b.循环酸洗回路管道长度应根据管道大小、酸洗泵的流量、酸洗罐的容积确定,管道长度不宜超过300m,保证酸洗的效果。接管的先后应该是先管径小的后管径大的,以保证酸液循环是否能够充满管道。c.为保证管道回路在清洗中不存在死角,回路管道应在*高部位和*低部位设置放气点和排空管;用于放气和排净管道酸洗过程中的残液。d.酸洗回路通入中和液,应使出口溶液不呈酸性为止。 纯化水管道除红锈咨询:有关纯化水管道红锈问题,随时联系我们,提供咨询服务。泰兴注射水设备管道除红锈
保障注射水安全,我们提供高质量管道除红锈服务,让您无后顾之忧。泰兴注射水设备管道除红锈
制药用水分配系统由于注射用水储存与分配系统一般自带循环泵和换热器,因此注射用水系统的除锈再钝化项目执行难度相对比较容易,且系统红锈常以Ⅱ类红锈为主,清洗和除锈效果普遍比较理想,为后续钝化步骤提供了洁净表面。该处管路在进行除锈清洗前,焊道、热影响区以及整个管壁内表面均被红锈覆盖,焊道及热影响区红锈现象较其他部位更加严重,这是因为系统管路在安装时管道对口进行了焊接处理,焊缝形成前在高温作用下形成熔池,熔池由熔融状态在较短的时间内冷却再凝固,焊缝区域的微观组织经历了熔化再结晶的过程,由于迅速冷却,晶粒没有足够的时间发育,原有的奥氏体结构被破坏,形成比较疏松的新的微观组织,导致焊缝和热影响区抗腐蚀的能力明显下降。通过影像对比可明显看到,注射用水系统在经过除锈再钝化处理后,焊道上的红锈已经被彻底洗掉,热影响区也没有明显的红锈附着,整个管壁内表面也恢复金属光泽。 泰兴注射水设备管道除红锈
21世纪至今:智能绿色除锈(精细、卫生、无残留)1.激光除锈(**精密发明,2010年代成熟...
【详情】环保防锈剂种类有很多。以下是一些常见的环保防锈剂种类:1.水基防锈剂:这种防锈剂以水为基础,不含有...
【详情】标准操作流程(分步实施,兼顾安全与效果)(一)前期准备安全防护:操作人员需穿戴防护服、护目镜...
【详情】非开挖旋转气流法(原创发明,2000年代,王筱均)核心专利:《气水管道内壁除垢除锈及涂膜防腐...
【详情】后期维护与(减少红锈复发)定期巡检:每半年检查一次管道表面,发现少量浮锈,及时用**清洗剂擦...
【详情】一、古代—近代:手工除锈(**原始的“发明”,19世纪前)**发明:物理剥离工具钢丝刷、刮刀...
【详情】