- 品牌
- 美淼
- 型号
- 齐全
- 是否定制
- 是
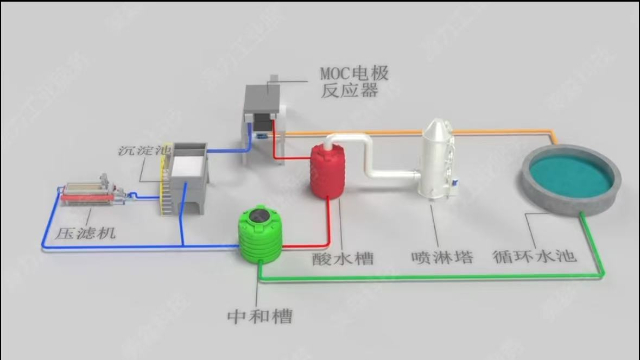
源力循环水同步除氯除硬系统,采用前沿电化学技术,搭配自主研发的MOC高效电极与复合结构设计,以酸碱分离的方式同步去除循环水中的氯离子和钙镁离子,将循环水浓缩倍数提升至10倍以上,大幅减少排污量和补水量,取代药剂法和低效电化学除垢工艺。
同步除氯除硬:防腐、除硬、杀菌一体技术,告别药剂法及传统低效电化学法。运行成本低:运行能耗是传统阴极除垢的十分之一。除垢效率高:水体析出方式除垢,比传统阴极除垢更方便高效。 高氯环境必须选用特种合金材料。青海工业除氯设施

电渗析(ED)技术是采用基于压滤原理的膜堆来去除水中的氯。膜堆由阳离子和阴离子膜组成,水溶液在通过膜对之间的细胞时,氯离子在电场的作用下会定向移动,从而实现与水的分离。该技术能够大幅降低水中的氯离子含量,产生高纯度的稀释液,氯的去除率可高达 99%。而且,与其他一些处理系统相比,电渗析设备几乎不需要太多的维护。不过,由于水中的钙和二氧化硅等物质会损坏膜堆,所以在使用前同样需要配备预处理系统,并且膜一旦损坏,更换的成本较高。青海吸收塔除氯氯离子超标会导致药剂投加翻倍。

自然挥发法堪称超级经济实惠的 “懒人除氯法”。其原理基于氯气极易挥发的特性,通过静置或晾晒,能促使氯气自然地从水中逸散出去。操作时,只需将自来水装入开口容器,像水桶就行,然后放置在通风良好或者阳光充足的地方。在夏季高温时,氯气挥发速度较快,通常静置 24 小时左右即可;而到了冬季,由于气温低,氯气挥发变得缓慢,这就需要延长至 2 - 3 天。然而,这种方法也存在明显弊端,那就是耗时太长,要是遇到急需用水的情况,比如临时要给鱼缸换水,就不太能派上用场了。
工业循环水中的氯离子主要来源于补充水、工艺泄漏以及水处理药剂。当Cl⁻浓度超过300mg/L时,会明显加速碳钢设备的点蚀速率(>0.5mm/a),尤其在不锈钢系统中可能引发应力腐蚀开裂(SCC)。某石化企业数据显示,循环水Cl⁻从200mg/L升至500mg/L时,换热器的对应更换频率增加3倍。氯离子还会与缓蚀剂竞争吸附在金属表面,导致缓蚀效率下降40%以上。此外,高氯环境会促进微生物滋生,形成生物膜下腐蚀(MIC),造成设备穿孔风险。氯酸盐副产物有毒,需额外处理。

化学沉淀法通过投加Ag⁺、Hg²⁺或Cu⁺等金属离子与Cl⁻形成难溶盐。例如,AgNO₃ + Cl⁻ → AgCl↓ + NO₃⁻,Ksp(AgCl)=1.8×10⁻¹⁰,理论去除率可达99%。但银盐成本高昂,实际中多采用钙盐(如Ca(OH)₂)分步沉淀:先调pH>10.5使Mg²⁺生成Mg(OH)₂,再通CO₂降低pH至8.5沉淀CaCO₃吸附Cl⁻。该法适用于氯离子浓度>1000mg/L的废水,但污泥产量大。
氯离子使橡胶密封件寿命缩短50%。青海工业除氯设施
氯碱电解槽产生的尾气含Cl₂ 3-8%,传统采用两级碱洗(NaOH 15%):首级吸收率>99%,生成NaClO(pH>12),次级补充Na₂SO₃还原残余Cl₂。某企业改造为"碱洗-催化氧化"工艺,在CuO/γ-Al₂O₃催化剂(200℃)下将Cl₂转化为HCl回收,氯排放从50mg/m³降至1mg/m³以下。关键控制点是避免尾气中H₂浓度达易爆极限(4-75%),需安装在线红外分析仪。新型离子液体吸收剂(如[BMIM]PF₆)对Cl₂的亨利系数低至0.12kPa·m³/mol,吸收容量达传统碱液的3倍。青海工业除氯设施
- 新疆源力循坏水除氯设备 2026-02-28
- 安徽除氯除硬 2026-02-28