- 品牌
- 美淼
- 型号
- 齐全
- 用途
- 蒸汽锅炉,采暖,冷却补水,工艺用水,钢铁冶炼行业,化工制药行业
- 控制器类型
- 全自动
- 加工定制
- 是
- 产地
- 昆山
- 厂家
- 昆山美淼新材料科技有限公司
热分解法是制备钛电极常用的方法之一。该方法首先将含有活性金属元素的有机盐或无机盐溶液涂覆在钛基体表面,然后通过高温热处理使涂层发生分解反应,形成具有电催化活性的金属氧化物涂层。在制备钛基二氧化钌电极时,通常采用四氯化钌的乙醇溶液作为涂液,将其均匀涂覆在经过预处理的钛基体上,然后在一定温度下进行多次热分解,每次热分解温度和时间都有严格要求,通过控制这些参数,可以精确调控涂层的结构和性能。热分解法制备的钛电极具有良好的涂层与基体结合力,且工艺相对简单,适合大规模生产。电化学杀菌技术避免药剂残留风险。陕西海水淡化电极除硬系统

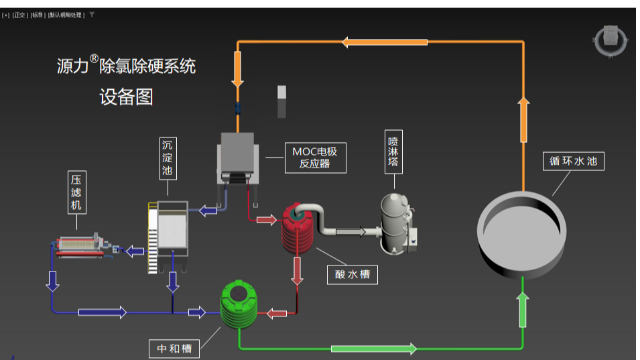
高盐循环水易导致设备腐蚀和结垢,电化学离子交换(EDI)技术结合离子交换树脂与直流电场,可连续脱除Ca²⁺、Mg²⁺和Cl⁻等离子。以填充混床树脂的电渗析模块为例,在15 V电压下,硬度离子去除率>90%,产水电阻率可达5 MΩ·cm。相比传统离子交换,EDI无需酸碱再生,且自动化程度高。设计要点包括:①树脂选择(强酸/强碱型);②隔板流道优化(防堵塞);③极水循环(防结垢)。某电子厂超纯水系统中,EDI使再生废水排放量减少95%,运行成本降低30%。循坏水电极需求循环水电化学处理设备紧凑。

电极材料是电氧化技术的重要部分,其催化活性、稳定性和成本直接决定应用可行性。目前研究较多的包括金属氧化物电极(如Ti/RuO₂、Ti/PbO₂)、BDD电极及碳基电极(如石墨、碳毡)。Ti/RuO₂电极具有高析氧电位(1.6 V vs. SHE),适合处理含氯废水,但易发生析氧副反应;Ti/PbO₂电极成本较低且催化活性强,但长期运行后Pb溶出可能造成二次污染。BDD电极因其化学惰性和超高氧析出电位(>2.3 V)成为难降解有机物处理的理想选择,但制备成本限制了大规模应用。未来趋势是开发复合涂层电极(如SnO₂-Sb/Ti)或非贵金属催化剂,以兼顾性能与经济性。
为克服单一电氧化的局限性,常将其与光催化、臭氧氧化或生物处理联用。例如,电氧化-光催化(EO-PC)系统中,TiO₂光阳极在紫外光激发下产生电子-空穴对,与电生成的·OH协同降解污染物,对双酚A的矿化率比单独电氧化提高40%。电氧化-生物耦合工艺(如前置电氧化提高废水可生化性)可降低能耗,适用于高浓度有机废水。此外,电氧化与膜过滤结合(如电化学膜生物反应器)能同步实现污染物降解和固液分离,但需解决膜污染和电极-膜模块集成设计问题。阴极保护技术延长管道寿命至15年。

电极材料的选择至关重要,它直接影响电极的性能和应用范围。金属材料如铜、银、铂等,因具有良好的导电性,在许多电极应用中备受青睐。铜的导电性优良且成本相对较低,常用于一般的导电电极;银的导电率更高,在一些对导电性要求极高的电子器件电极中有所应用;铂则因其出色的化学稳定性和生物相容性,常用于医疗设备电极以及一些高精度的电化学检测电极。此外,碳材料如石墨,也因其独特的导电性能和化学稳定性,在电池电极等领域使用。电化学系统维护简单方便。江西工业电极除硬系统
脉冲电解模式剥离生物膜效率提升40%。陕西海水淡化电极除硬系统
钛电极表面的活性涂层赋予了其高催化活性。通过合理设计和制备活性涂层,能够明显降低电化学反应的过电位,加快反应速率。以钛基二氧化钌电极在氯碱工业为例,其表面的二氧化钌涂层能够有效催化氯离子氧化生成氯气的反应,使得反应在较低的电压下进行,降低了能耗。在有机电合成领域,钛电极的高催化活性能够促进有机化合物的氧化或还原反应,实现一些传统化学方法难以完成的合成过程,为有机合成开辟了新途径,在精细化工产品生产中具有重要应用价值。陕西海水淡化电极除硬系统
- 上海源力循坏水电极 2026-02-12
- 内蒙古源力循坏水电极 2026-02-12
- 上海工业电极设备 2026-02-12
- 青海源力循坏水电极 2026-02-12
- 辽宁循坏水电极除硬 2026-02-12
- 辽宁海水淡化电极需求 2026-02-12
- 河北循坏水电极除硬 2026-02-12
- 山东源力循坏水电极设施 2026-02-12