- 品牌
- 美淼
- 型号
- 齐全
- 是否定制
- 是
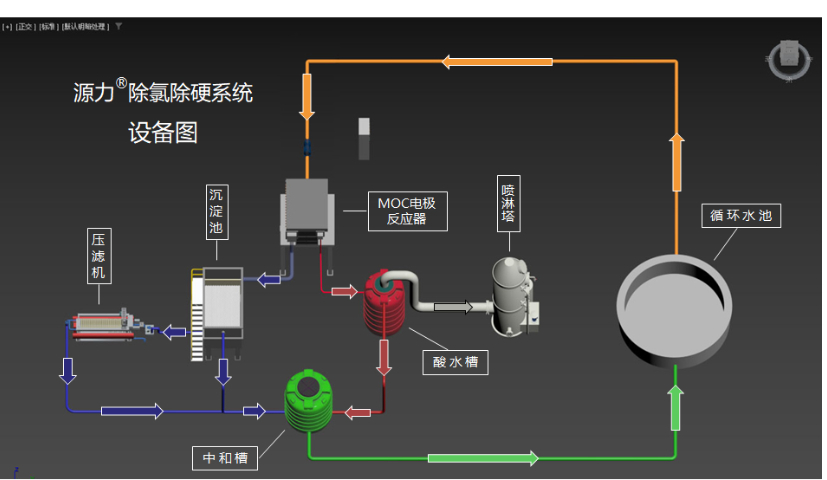
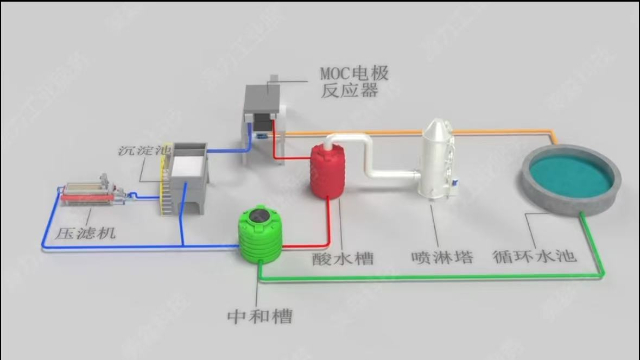
"电解-吸附"耦合工艺:电解将Cl⁻转化为Cl₂(去除率80%)活性炭吸附残余Cl₂并催化分解炭床定期热再生(600℃)该组合使某石化废水Cl⁻从5000mg/L降至100mg/L,运行成本较纯电解法降40%。
五大现实挑战:高能耗:处理Cl⁻=2000mg/L时吨水电费¥12-18电极损耗:DSA阳极年腐蚀率3-5μm安全风险:Cl₂泄漏报警阈值0.5ppm结垢问题:Ca²⁺>200mg/L时极板结垢加速浓水处置:浓缩液Cl⁻>50g/L需蒸发结晶某电厂因未控制Ca²⁺(350mg/L),电解槽每月需酸洗,年维护费增加¥60万。 氯酸盐副产物有毒,需额外处理。北京工业除氯设施

微生物腐蚀的协同恶化Cl⁻是嗜盐菌(如Halomonas)生长的必需元素,其存在导致:生物膜厚度增加3倍,形成缺氧腐蚀微环境垢下Cl⁻浓度可达本体水的20倍(局部腐蚀速率>3mm/年)常规杀菌剂穿透生物膜效率下降70%某炼油厂循环水系统在Cl⁻>400mg/L时,碳钢管道微生物腐蚀穿孔事故频发,年检修费用增加¥500万。
氯离子会与水处理化学品发生竞争性反应:缓蚀剂干扰:HEDP在Cl⁻>500mg/L时缓蚀效率从92%暴跌至58%阻垢剂失效:聚羧酸盐对CaSO₄的分散能力下降40%杀菌剂消耗:Cl⁻与ClO₂反应生成无效的ClO₃⁻,投加量需提高30%某石化企业因Cl⁻超标(650mg/L),年度水处理药剂成本从¥350万激增至¥800万,且仍无法控制腐蚀速率。 黑龙江工业除氯设施氯离子穿透不锈钢钝化膜,引发点蚀。

氯离子与Ca²⁺、Mg²⁺等形成的沉积物(如CaCl₂·6H₂O)会明显降低换热系数。实测数据显示,当管壁结垢厚度达1mm时,蒸汽机组热效率下降8%,相当于年多耗标煤1500吨(损失¥120万)。且氯盐垢层疏松多孔,更难通过常规化学清洗去除。
氯离子会加速橡胶密封材料的老化。EPDM橡胶在Cl⁻>300mg/L的水中,3年后硬度(Shore A)从60升至75,密封性能完全丧失。某化工厂泵用机械密封平均寿命从5年缩短至2年,年更换费用增加¥80万。改用氟橡胶虽可改善,但材料成本增加5倍。
黄铜(如HAl77-2)在含氯环境中会发生选择性腐蚀,锌元素优先溶出,导致材料强度丧失。某电厂凝汽器铜管在Cl⁻=400mg/L条件下,3年内壁厚减薄达40%,被迫提前更换。这种腐蚀还会造成管壁粗糙度增加,使换热效率下降25%以上,直接影响机组经济运行。
循环水常用的有机膦酸类缓蚀剂(如HEDP)会与Cl⁻竞争金属表面吸附位点。实验表明,当Cl⁻浓度从100mg/L升至500mg/L时,HEDP的缓蚀效率从92%降至58%。某化工厂不得不将药剂投加量提高2倍(年成本增加¥180万)才能维持防护效果,且高浓度药剂又带来环保风险。 除氯系统需考虑浓水处置方案。

可以选用汽水瓶自制简易的活性炭过滤器,在汽水瓶底部打上十余个小孔,在瓶内放满活性炭,瓶口用软管相套,让自来水经过装满活性炭的过滤瓶滴下。活性炭能够吸附水中的氯气和杂质,经过这样过滤后的水,氯含量会大幅降低,可以用于多种生活场景,如浇花、养鱼等。
铋系物质可以用于含氯溶液的除氯,像 bi2o3、bi (no3) 3 等。其原理是铋离子与氯离子结合,形成难溶的氯氧化铋物质。在处理含氯溶液时,将铋系物质与含氯溶液混合,控制合适的条件,比如溶液的 pH 值保持在 0.1 - 7,温度控制在 10 - 50℃,搅拌 5 - 480min,除氯效率可以达到 90% 以上,而且得到的除氯产物还可以作为功能材料使用,或者进行脱氯再循环。 氯离子检测需每日校准维护。新疆工业除氯除硬
蒸发结晶除氯可实现零排放,但能耗大。北京工业除氯设施
对于锅炉给水系统,即使微量Cl⁻(>0.1mg/L)也会导致汽轮机叶片腐蚀。某电厂因除氧器效率下降使Cl⁻带入蒸汽系统,高压缸叶片出现氯化物应力腐蚀裂纹,大修费用达¥2000万。必须将蒸汽Cl⁻控制在0.01mg/L以下,这对循环水Cl⁻提出了更严格的要求。
氯离子会与聚羧酸类阻垢剂发生络合反应,使其分散能力下降40%。某钢厂循环水在Cl⁻>600mg/L时,必须将阻垢剂投加量从5mg/L提高至12mg/L(年成本增加¥150万),且仍无法完全避免CaSO₄沉积。 北京工业除氯设施
- 黑龙江数据中心除氯除硬系统 2026-03-10
- 青海吸收塔除氯除硬 2026-03-10
- 新疆吸收塔除氯除硬系统 2026-03-10
- 湖北除氯除硬 2026-03-10
- 上海源力循坏水除氯除硬 2026-03-10
- 新疆源力循坏水除氯设备 2026-03-09
- 广东工业除氯设施 2026-03-09
- 安徽吸收塔除氯需求 2026-03-09