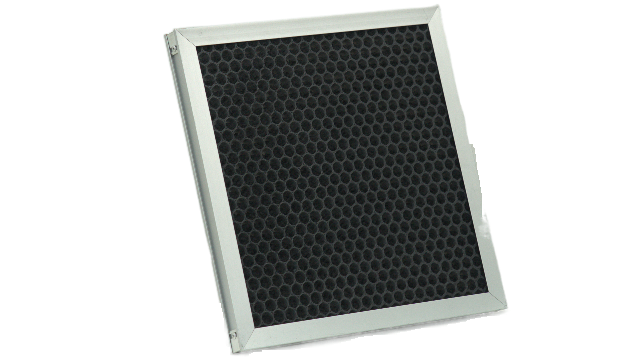
- 品牌
- 南京爱能
- 型号
- AN-HX
- 类型
- 普通过滤器
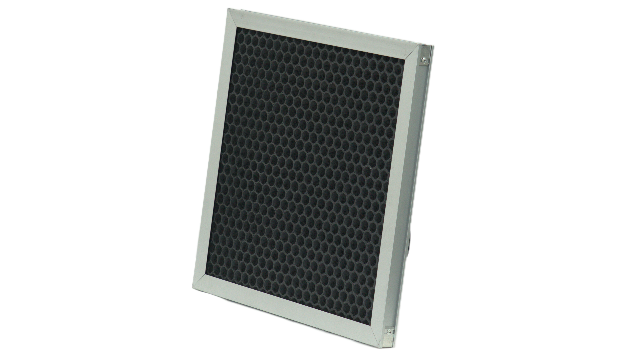
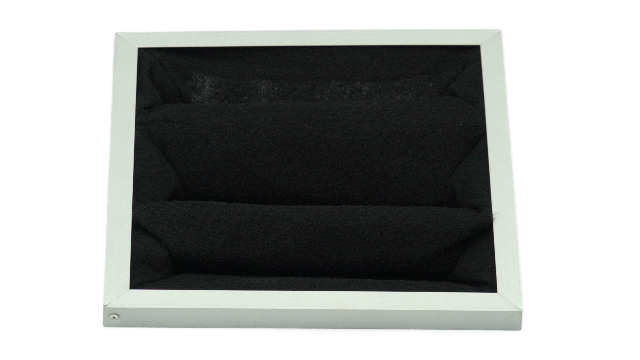
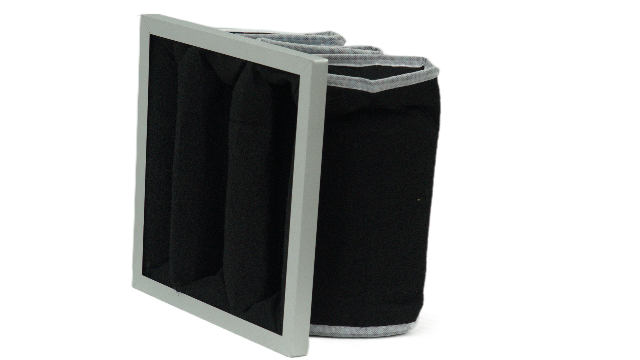
- 壳体材质
- 铝合金
- 滤料更换方式
- 一次性使用
- 加工定制
- 是
- 样式
- 厢式,板框式
- 用途
- 除尘,空气过滤,防尘
- 原理
- 吸附法
化学过滤器在油气回收中的应用旨在减少挥发性有机物排放并实现资源回收。加油站、储油库的油气中含有汽油蒸汽、苯系物等,化学过滤器可与冷凝法、膜分离法结合,对回收尾气进行深度处理。采用活性炭作为主要介质,利用其对烃类物质的高吸附能力,将尾气中的 VOCs 浓度降至排放标准以下。为提高回收效率,可设计变压吸附(PSA)或变温吸附(TSA)系统,通过周期性的吸附与脱附过程实现介质再生,同时回收的油气可返回储油系统重复利用。这种应用模式既符合环保要求,又能创造经济效益,体现了化学过滤技术在资源循环利用中的重要作用。分子筛化学过滤器利用晶体结构,选择性吸附特定分子大小的污染物。云南常见化学过滤器售后服务
化学过滤器在垃圾焚烧厂废气处理中的应用面临高腐蚀性、多污染物复合的挑战。焚烧废气中含有 HCl、SO₂、NOx、二噁英等有害物质,需首先通过湿法脱硫、脱硝等工艺去除大部分酸性气体,再由化学过滤器处理残留的痕量污染物及异味物质。考虑到废气中的飞灰与腐蚀性气体可能损害过滤介质,需在前端设置高效除尘装置,并选用耐酸耐碱的介质材料,如经过玻璃纤维增强的活性氧化铝。针对二噁英等持久性有机污染物,可采用活性炭纤维毡作为吸附介质,其高比表面积与快速吸附特性适合处理低浓度、高毒性的污染物。同时,过滤系统需具备高温耐受性(可达 200℃以上),并设计便捷的更换通道,满足垃圾焚烧厂连续运行中的维护需求。江苏质量化学过滤器品牌化学过滤器的滤材重量变化可作为判断吸附饱和的辅助指标。
化学过滤器在航空航天洁净环境中的应用要求达到很棒的污染控制标准。卫星制造、航空发动机组装等场所对空气中的分子污染物(如碳氢化合物、硫化物)极其敏感,任何微小污染都可能导致精密仪器失效。此类场景使用的化学过滤器需经过多级提纯与严格筛选,介质的杂质含量控制在 ppb 级以下,框架采用全钛合金材质,避免金属离子释放。过滤系统通常设计为三级串联:初效去除颗粒污染物,中效进一步净化,化学过滤层处整理态污染物,确保极终空气质量达到 ISO 14644-1 Class 1 级洁净度。此外,过滤器需具备抗辐射能力,适应航天环境中的特殊考验,为航空航天产品的高可靠性提供基础保障。
化学过滤器在半导体晶圆制造中的应用精度达到 ppb 级污染控制水平。晶圆生产过程对氨、氯、硫化合物等分子污染物极为敏感,即使极低浓度的污染物也可能导致晶圆缺陷。此类场景使用的化学过滤器需采用超高纯度的沸石分子筛与活性炭,经过多级提纯处理,确保介质本身的杂质含量低于检测限。过滤单元通常集成在晶圆制造设备的局部微环境中,与超净工作台、层流罩等设备联动,形成全封闭的净化系统。为监测过滤效果,需配置高精度的气体分析仪(如激光光谱仪)实时监控目标污染物浓度,当浓度接近预警值时自动触发介质更换提示。严格的洁净度控制与过滤系统的可靠性是半导体制造良率的重要保障,体现了化学过滤技术在先进领域的精密应用。医药车间用化学过滤器,可有效去除空气中的微生物和挥发性有机化合物。

化学过滤器的再生技术是提升其经济性的重要手段。对于吸附饱和的介质,通过物理或化学方法使其恢复活性,可重复利用。常见的再生方法包括热再生、减压再生、溶剂再生和微波再生。热再生是将饱和介质加热至特定温度,使吸附的污染物解吸,适用于活性炭吸附有机气体的再生,但需注意高温可能导致介质结构破坏;减压再生利用降低压力使吸附质脱附,常用于分子筛的脱水再生;溶剂再生通过溶剂溶解污染物,适用于极性介质处理极性污染物的场景,但需考虑溶剂的回收与环保问题;微波再生利用微波能量选择性加热介质,提高再生效率并减少能耗。再生技术的应用需根据污染物类型与介质特性选择,再生过程中需控制参数避免介质性能下降,再生后的过滤器需经过性能检测确认达标后方可重新使用,尤其在高要求场景中需谨慎评估再生效果。复合型化学过滤器可设置预过滤层,保护吸附材料。江苏质量化学过滤器品牌
化学过滤器需定期检测吸附饱和度,避免污染物穿透影响净化效果。云南常见化学过滤器售后服务
化学过滤器的介质再生能耗分析是评估再生工艺经济性的主要。不同再生方法的能耗差异明显,热再生通常需要将介质加热至 200-300℃,能耗约为 0.5-1.0kWh/kg 介质;微波再生利用介质自身的介电损耗产热,能耗可降低 30%-50%;减压再生的能耗主要来自真空泵,相对较低但适用范围有限。再生能耗不仅影响运行成本,还涉及碳排放与环保问题,需结合介质类型与污染物特性选择能耗极优的再生工艺。例如,对高沸点污染物的再生优先考虑微波技术,对热稳定性差的介质选择低温再生方法,在保证再生效果的同时降低能源消耗。云南常见化学过滤器售后服务
- 青海如何化学过滤器现货 2026-04-20
- 上海化学过滤器产品介绍 2026-04-17
- 甘肃怎么样化学过滤器生产商 2026-04-16
- 北京品牌化学过滤器常用知识 2026-04-15
- 内蒙古如何化学过滤器价格优惠 2026-04-14
- 江苏干式化学过滤器 2026-04-08
- 江西品牌化学过滤器售后服务 2026-04-07
- 山西关于化学过滤器供应商 2026-04-06
- 山东初中化学过滤器材 2026-04-01
- 北京质量化学过滤器多少钱 2026-03-30
- 黑龙江常见化学过滤器多少钱 2026-03-27
- 陕西质量化学过滤器哪里买 2026-03-23