联轴器作为动力连接部件,雷格乐强化 “装配适配 + 安全管控”,主词聚焦 “装配注意事项 + 安全要求 + 质量检测”。材料选择加工:小扭矩选用 45# 碳素钢(调质硬度 HB220-250,键槽加工深度公差 ±0.008mm),大扭矩选用 40Cr 合金钢(淬火温度 830-850℃,回火温度 550-580℃),腐蚀场景选用 316L 不锈钢(激光切割精度 ±0.01mm)。生产制造注意事项:轴孔加工采用镗床(精度 IT6 级,φ35mm±0.012mm),端面垂直度≤0.005mm;弹性柱销孔铣削需保证孔径公差(±0.005mm),适配聚氨酯柱销。装配注意事项:与泵轴、电机轴的同轴度控制在 0.01mm 以内,装配时采用百分表校正(径向跳动≤0.005mm);柱销安装时需涂抹防锈油,避免锈蚀卡滞。质量控制关键点:每台联轴器需进行动平衡测试(G2.5 级,3000rpm 剩余不平衡量≤8g・mm),扭矩测试(施加 1.2 倍额定扭矩,无变形);出厂前检测外观(无划痕、毛刺)。安全与环保要求:激光切割时配备烟尘收集器(净化效率≥99%),操作人员需佩戴激光防护镜;废金属屑回收利用率≥95%,避免环境污染。该管控应用于某造纸厂纸浆泵,联轴器运行噪音≤68dB (A),安全运行记录达 3000 小时。需要了解更多关于泵配件的生产可来电咨询苏州雷格乐精密机械!江苏新型泵配件大概费用

装配注意事项:与泵轴配合孔公差需控制在 IT5 级(φ30mm±0.008mm),装配时涂抹防锈油脂(符合 GB/T 4879 标准),避免配合面锈蚀;使用中需定期检查叶轮平衡(每运行 6 个月检测 1 次)。质量控制关键点:每批次抽样 10% 检测动平衡(G2.5 级,3000rpm 剩余不平衡量≤5g・mm)、叶片厚度(公差 ±0.1mm),出厂前需进行水力性能测试(扬程偏差≤±2%,效率≥90%)。安全与环保要求:不锈钢材料需符合 RoHS 标准(铅、镉含量≤100ppm),铸造车间配备粉尘收集系统(收集效率≥95%),金属碎屑回收率≥98%。该管控体系已应用于某市政水厂离心泵,叶轮合格率达 100%,使用寿命延长至 18 个月。安徽附近泵配件市场报价泵配件的使用与生产注意事项需从材料选择、加工工艺、装配规范、运行维护!
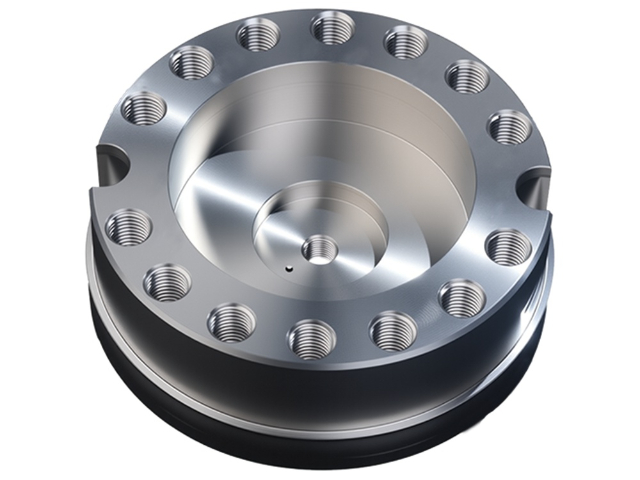
压液室是将叶轮流出的流体转化为压力能的重要部件,雷格乐为企业提供压液室异型金属零件 CNC 加工服务,主词聚焦 “异型金属 + 压力转化 + 精密加工”。其根据泵的压力等级选择材料:低压压液室(≤2MPa)选用 HT250 灰铸铁;中压压液室(2-10MPa)选用 QT500-7 球墨铸铁(抗拉强度≥500MPa);高压压液室(>10MPa)选用 ZG35CrMo 铸钢(抗压强度≥1000MPa)。加工环节通过牧野 Makino F5 五轴 CNC 加工中心完成压液室涡形流道、出口法兰、加强筋的加工:涡形流道精度 ±0.01mm,表面粗糙度 Ra≤1.2μm,流道断面符合水力设计曲线,压力转化效率提升至 94%;出口法兰平面度≤0.008mm,螺栓孔位置度≤0.01mm;加强筋通过 CNC 铣削成型(厚度公差 ±0.1mm),提升压液室抗压强度,避免高压下变形。为满足装配规范,压液室预留与泵体的定位销孔(公差 ±0.003mm),装配误差≤0.02mm。该压液室已应用于某油田的高压注水泵,压力转化效率稳定在 92% 以上,泵出口压力达到 15MPa,连续运行 12 个月无变形,较传统压液室节能 8%,充分体现异型加工与精密机械加工的优势。
泵轴作为动力传递重要,雷格乐围绕其 “装配适配 + 质量检测” 构建全流程管控,主词聚焦 “装配注意事项 + 质量控制 + 安全环保”。材料选择加工:低压场景选用 45# 碳素钢(调质硬度 HB220-250,需控制淬火温度 840-860℃),高压场景选用 42CrMo 合金钢(渗氮层深度 0.15-0.2mm,避免渗氮过度导致脆性)。生产制造注意事项:车削时主轴转速控制在 1200-1500rpm,轴颈表面粗糙度 Ra≤0.4μm,键槽加工需保证对称度(≤0.01mm),防止装配时应力集中。需要了解对应的泵配件生产与加工服务推荐厂家——苏州雷格乐精密机械!
压液室作为压力转化部件,雷格乐聚焦 “质量检测 + 出厂管控”,主词聚焦 “质量控制 + 出厂检测 + 装配注意事项”。材料选择加工:低压场景选用 HT250 灰铸铁(硬度 HB180-220,需控制石墨大小≤5 级),中压场景选用 QT500-7 球墨铸铁(抗拉强度≥500MPa,延伸率≥7%),高压场景选用 ZG35CrMo 铸钢(调质硬度 HB240-280)。生产制造注意事项:涡形流道铣削精度 ±0.01mm,表面粗糙度 Ra≤1.2μm;出口法兰平面度≤0.008mm,加强筋厚度公差 ±0.1mm。装配注意事项:与叶轮配合间隙 0.15-0.2mm,装配时需校正中心(偏差≤0.01mm);使用中需监测出口压力(偏差≤±2%),避免超压运行。质量控制关键点:每台压液室需进行压力转化效率测试(≥94%),尺寸抽检(每批次 15%,偏差≤±0.05mm);出厂前进行无损检测(铸钢采用超声波探伤,无≥φ3mm 缺陷)。安全与环保要求:铸钢熔炼时废气脱硫处理(SO₂排放浓度≤100mg/m³),铸铁废料回收利用率≥92%;机床操作需符合 GB 5226.1 安全标准。该管控应用于某油田注水泵,压液室压力转化效率≥92%,出厂合格率 100%。苏州雷格乐精密机械可定制生产对应的泵配件产品!江西常见泵配件市场报价
需要采购泵配件厂家推荐——苏州雷格乐精密机械有限公司!江苏新型泵配件大概费用
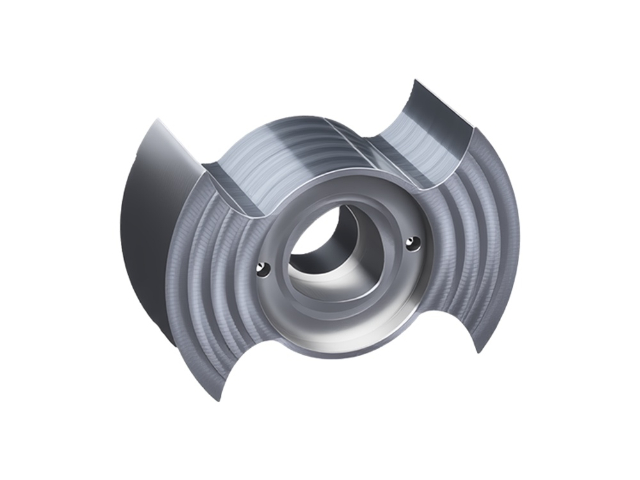
填料函是泵轴密封的辅助部件,雷格乐为企业提供填料函复杂非金属零件 CNC 加工服务,主词聚焦 “复杂非金属 CNC + 密封适配 + 耐温性”。其根据密封填料类型(石墨填料、PTFE 填料)选择非金属材料:常温场景选用 PA66+30% 玻纤(耐温 120℃,弯曲强度≥200MPa);高温场景(≤200℃)选用 PEEK(耐温 260℃,耐蠕变);腐蚀场景选用 PTFE(耐所有酸碱)。加工环节通过哈斯 Haas TM-1 钻攻中心完成填料函的填料腔、水封孔、压盖配合面加工:填料腔公差 ±0.01mm,适配标准化填料尺寸(如 10×10mm、12×12mm);水封孔位置度≤0.008mm,确保冷却水均匀分布,降低填料温度;压盖配合面平面度≤0.005mm,与压盖的贴合度≥95%,减少介质泄漏。为满足密封需求,填料腔内壁采用 CNC 铣削纹理(纹路深度 0.02mm),增强填料密封性,泄漏量控制在 0.1L/h 以内。该填料函已应用于某化工厂的盐酸输送泵,连续运行 10 个月无腐蚀,填料寿命延长至 800 小时(传统填料函为 500 小时),同时冷却水消耗量降低 30%,间接节能 5%,充分体现复杂非金属 CNC 加工的优势。江苏新型泵配件大概费用
苏州雷格乐精密机械有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的环保行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**苏州雷格乐精密机械供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
密封环作为防泄漏易损件,雷格乐聚焦 “装配密封 + 质量检测”,主词聚焦 “装配注意事项 + 质量控...
【详情】苏州雷格乐精密机械有限公司在泵配件装配注意事项:与密封腔配合间隙控制在 0.01-0.012mm,采...
【详情】叶轮螺母作为紧固件,雷格乐强化 “生产精度 + 安全装配”,主词聚焦 “生产注意事项 + 安全要求 ...
【详情】O 型圈作为密封元件,雷格乐聚焦 “环保生产 + 质量密封”,主词聚焦 “生产注意事项 + 环保要求...
【详情】吸液室作为流体引导部件,雷格乐聚焦 “生产工艺 + 环保管控”,主词聚焦 “生产注意事项 + 环保要...
【详情】O 型圈作为密封元件,雷格乐聚焦 “环保生产 + 质量密封”,主词聚焦 “生产注意事项 + 环保要求...
【详情】泵轴是传递动力、带动叶轮旋转的关键部件,雷格乐擅长为企业提供泵轴精密车削加工服务,主词聚焦 “精密车...
【详情】叶轮作为泵体流体输送的重要部件,其材料适配性与加工精度直接影响泵的效率,苏州雷格乐为企业提供叶轮全流...
【详情】泵体作为流道载体,雷格乐围绕 “生产工艺 + 装配适配” 建立管控体系,主词聚焦 “生产注意事项 +...
【详情】叶轮螺母作为紧固件,雷格乐强化 “生产精度 + 安全装配”,主词聚焦 “生产注意事项 + 安全要求 ...
【详情】


