- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
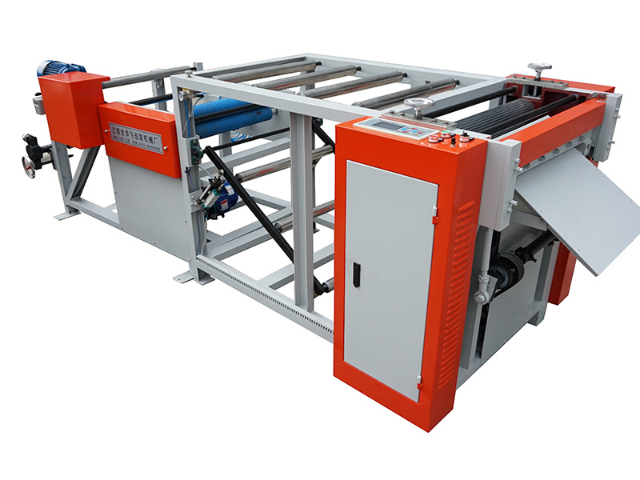
随着科技的飞速发展,现代玻璃纤维瓦楞机普遍采用先进的PLC控制系统,它宛如设备的智能“指挥官”,对整个生产过程进行全方面、精细的控制和管理。PLC控制系统具有自动化程度高、操作简便、功能强大以及故障报警及时等诸多优点。通过预先编写的程序,它能够实时监测瓦楞机的运行状态,包括各个部件的转速、温度、压力等参数,并根据生产需求对这些参数进行自动调整和优化。操作人员只需在操作界面上输入相关的生产参数和指令,PLC控制系统就能迅速做出响应,精确控制设备的运行,实现生产过程的自动化和智能化。玻璃纤维瓦楞机的加热元件采用分区控制,可根据不同区域需求精细调节温度。除湿转轮玻璃纤维瓦楞机多少钱
设备原理与功能
玻璃纤维瓦楞机的在于将玻璃纤维与树脂混合液通过模具压制或拉挤成型,形成具有波浪形结构的瓦楞模块。其关键工艺包括:模具设计与制造模具的形状、尺寸和材质直接影响产品的精度与耐用性。高质量模具需采用耐磨、耐腐蚀材料,并经过精密加工,以确保瓦楞模块的形状稳定性和尺寸一致性。成型设备选择根据产品需求,设备可分为压制机和拉挤机两类:压制机:适用于生产形状复杂、尺寸较大的玻璃纤维瓦楞模块,如用于废气处理设备的结构支撑件。拉挤机:适用于生产形状简单、尺寸较小的连续瓦楞条,如催化剂载体模块。成型过程控制在压制或拉挤过程中,需严格控制温度、压力、时间等参数。例如,压制时需确保树脂充分浸润玻璃纤维并固化;拉挤时需控制速度与树脂流量,以保证产品连续性和均匀性。 江苏三元催化玻璃纤维瓦楞机厂家液压压力闭环控制技术,使瓦楞板压合强度提升30%以上。

未来的玻璃纤维瓦楞生产车间将实现全方面的无人化:AGV 机器人负责原材料配送和成品搬运,机器视觉系统进行 100% 在线质量检测,数字孪生技术实现设备全生命周期管理。这种智能工厂不仅能将生产效率再提升 50%,还能通过数据挖掘发现生产瓶颈,持续优化生产流程。更重要的是,通过与下游客户的数字平台对接,可实现 "以销定产" 的柔性生产模式,大幅降低库存成本,缩短交货周期。预计到 2030 年,这种智能化生产模式将在行业**企业中普及,带动全行业生产效率提升 30% 以上。
减速器则如同一个动力“调节器”,它能够将电机输出的高转速、低扭矩的动力转换为适合设备工作的低转速、高扭矩的动力,同时还能对动力进行精确的调节和控制,确保设备在不同的工作条件下都能稳定运行。传动轴和链条等传动部件则负责将经过减速器调节后的动力传递到各个工作部件,它们具有强高度、高耐磨性和良好的传动效率,能够保证动力传输的平稳性和可靠性。在传动系统的设计和制造过程中,工程师们充分考虑了传动效率、噪音控制以及维护便捷性等因素。通过优化传动结构、选用质优的传动材料以及采用先进的润滑技术,有效降低了传动过程中的能量损耗和噪音产生,同时也便于设备的日常维护和保养,提高了设备的整体使用寿命和运行可靠性。物流包装行业中,玻璃纤维瓦楞机制造的强高度瓦楞纸板替代传统材料,降低了运输成本。
玻璃纤维瓦楞机的型号分类通常依据产品幅宽、生产速度和成型方式,形成了覆盖不同应用场景的完整产品线。这种多样化的产品矩阵,既是市场需求驱动的结果,也是技术持续创新的体现。按幅宽规格划分,玻璃纤维瓦楞机可分为窄幅(≤1000mm)、中幅(1000-2000mm)和宽幅(≥2000mm)三大类。窄幅机型如QWJ-650型,幅宽650mm,主要用于生产小型环保设备用瓦楞模块或异形件;中幅机型(1200-1600mm)广泛应用于建筑采光板、普通集装箱侧板等标准化产品;宽幅机型则主要生产大型储罐、风电叶片外壳等特种制品,最大幅宽可达4000mm以上,需要多组成型单元协同工作。玻璃纤维瓦楞机采用高精度伺服控制系统,确保瓦楞波纹成型误差小于0.1mm。江苏单面玻璃纤维瓦楞机供应商
通过调整纤维含量(5%-30%),可定制不同强度等级的瓦楞板,平衡成本与性能需求。除湿转轮玻璃纤维瓦楞机多少钱
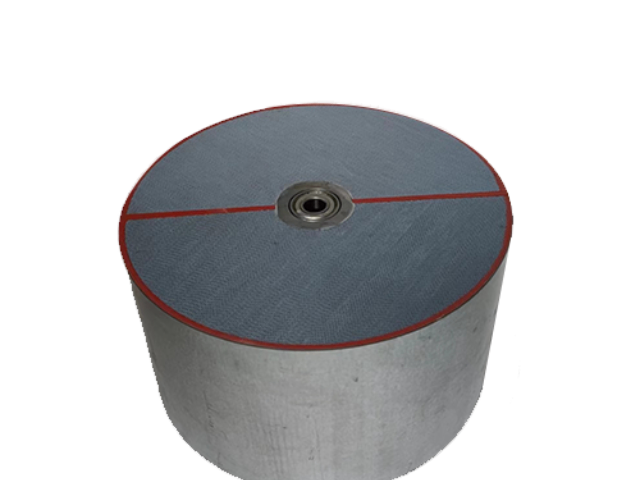
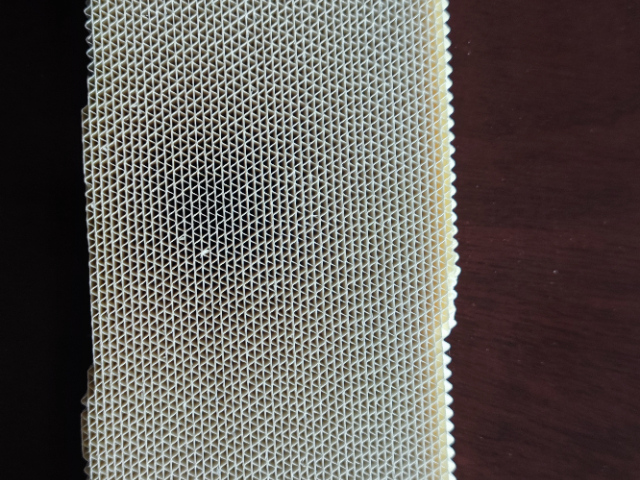
转轮持续旋转产生的离心力和气流冲击要求材料具有足够的机械强度,避免变形或损坏。吸附性能:载体需要为吸湿剂提供巨大的比表面积,确保空气与吸附剂充分接触。优化的气流通道设计能够减少气流阻力,提高传质效率,这是实现高效除湿的关键因素。热稳定性:由于再生区温度高达100-200℃,载体材料必须具有出色的耐高温性能,不会因热冲击而退化。这对于保证转轮长期稳定运行至关重要。使用寿命:工业除湿设备通常需要连续运行数年,载体材料应能保持长期稳定性,不易老化或性能衰减。质优除湿转轮的使用寿命可达十年以上。玻璃纤维纸单面瓦楞的制造是基于湿法成型工艺的精密过程。其主要原料包括玻璃纤维(35-55份)、木浆(10-20份)、草浆(15-25份)以及多种功能性添加剂。这些原料经过精确配比后,在水中分散形成均匀悬浮浆液,随后通过成型设备脱水成形,形成特定厚度的湿态原纸。除湿转轮玻璃纤维瓦楞机多少钱
- 三元催化玻璃纤维瓦楞机生产工艺 2026-05-05
- 玻璃纤维瓦楞玻璃纤维瓦楞机公司 2026-05-05
- 江苏贵金属催化玻璃纤维瓦楞机操作流程 2026-05-04
- 催化剂载体玻璃纤维瓦楞机图片 2026-05-04
- 江苏玻璃纤维玻璃纤维瓦楞机多少钱 2026-05-04
- 无锡VOCs催化燃烧玻璃纤维瓦楞机设备 2026-05-04
- 江阴脱硝催化玻璃纤维瓦楞机操作流程 2026-05-04
- 玻璃纤维玻璃纤维瓦楞机厂家 2026-05-04
- 江苏分子筛玻璃纤维瓦楞机 2026-05-04
- 江苏陶瓷纤维玻璃纤维瓦楞机厂家 2026-05-04
- 无锡玻璃纤维模块玻璃纤维瓦楞机多少钱 2026-05-04
- 陶瓷纤维瓦楞玻璃纤维瓦楞机生产工艺 2026-05-04