- 品牌
- 美淼
- 型号
- 齐全
- 是否定制
- 是
氯离子是微生物生长的必需元素,其存在会明显加速硫酸盐还原菌(SRB)等腐蚀性菌群的繁殖。某炼油厂循环水系统在Cl⁻>400mg/L时,生物膜厚度增加3倍,垢下Cl⁻浓度可达本体水的20倍,造成碳钢设备点蚀速率高达3mm/a。更严重的是,常规杀菌剂对生物膜内菌群效果有限,必须配合物理清洗才能控制。PVC材质冷却塔填料在Cl⁻>500mg/L的环境中,分子链中的C-Cl键会逐渐断裂,5年后抗拉强度下降40%。某电厂曾发生填料大面积坍塌事故,直接损失¥300万。虽然玻璃钢填料耐氯性更好,但成本是PVC的3倍,且安装维护要求更高。氯离子会使锅炉蒸汽品质恶化。吉林吸收塔除氯需求
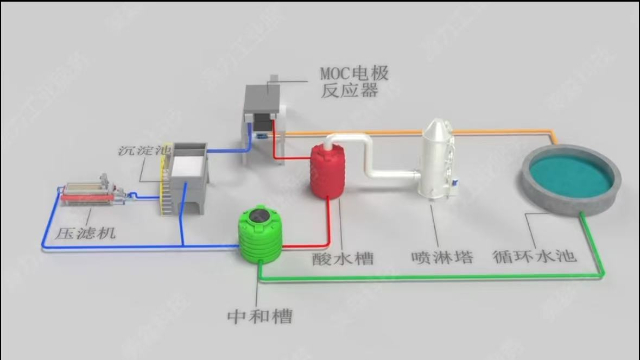
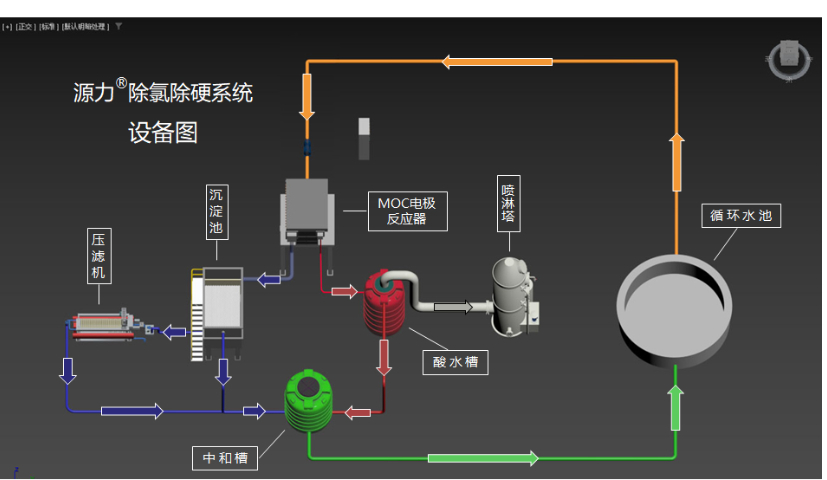
"电解-吸附"耦合工艺:电解将Cl⁻转化为Cl₂(去除率80%)活性炭吸附残余Cl₂并催化分解炭床定期热再生(600℃)该组合使某石化废水Cl⁻从5000mg/L降至100mg/L,运行成本较纯电解法降40%。五大现实挑战:高能耗:处理Cl⁻=2000mg/L时吨水电费¥12-18电极损耗:DSA阳极年腐蚀率3-5μm安全风险:Cl₂泄漏报警阈值0.5ppm结垢问题:Ca²⁺>200mg/L时极板结垢加速浓水处置:浓缩液Cl⁻>50g/L需蒸发结晶某电厂因未控制Ca²⁺(350mg/L),电解槽每月需酸洗,年维护费增加¥60万。黑龙江源力循坏水除氯昆山美淼新材料科技有限公司致力于提供源力循坏水除氯,欢迎新老客户来电!
SWRO工艺产生的浓盐水Cl⁻浓度达35g/L,直接排放会危害海洋生态。某项目采用"电渗析-分质结晶"技术:先用选择性阴膜(如ACS)分离Cl⁻/SO₄²⁻,Cl⁻浓缩至80g/L后进入电解槽生产NaOH和Cl₂;剩余Na₂SO₄溶液蒸发结晶纯度达99.9%。系统能耗14kWh/m³,但副产品年收益¥600万(规模10万m³/d)。抗污染膜需每月用0.5%EDTA-Na₂清洗,电流效率随运行时间从85%降至65%。锌冶炼过程中Cl⁻(来自锌精矿)在高温下生成ZnCl₂(沸点732℃),腐蚀换热器管壁。某冶炼厂在烟气洗涤塔前增设Na₂CO₃喷雾系统(150℃),使Cl⁻以NaCl形式固定,腐蚀速率从1.2mm/a降至0.05mm/a。关键参数为气液比3000:1、Na₂CO₃过量系数1.5,投资回报期8个月。同步监测Cl⁻需采用高温离子色谱(检测限0.1ppm),传统冷阱法误差达±15%。
强碱性阴离子交换树脂(如Amberlite IRA-900)的季铵基团(-N⁺(CH₃)₃)对Cl⁻选择性系数达2.5,交换容量1.8-2.2eq/L。某热电厂循环水处理中,树脂柱在流速20BV/h时可将Cl⁻从1500mg/L降至50mg/L,但SO₄²⁻共存时会竞争吸附(选择性比SO₄²⁻:Cl⁻=9:1)。再生采用5%NaOH溶液,消耗量约为Cl⁻摩尔量的1.2倍。新型耐氧化树脂(如接枝聚乙烯亚胺)在余氯10mg/L环境下使用寿命延长至7年,但交换容量降低15%。实际运行需监控树脂溶胀率,温度超过40℃会导致交联结构破坏。昆山美淼新材料科技有限公司致力于提供源力循坏水除氯,有需要可以联系我司哦!

利用热水器里剩余的水,或者用壶烧水,也能够实现除氯。在加热的过程中,氯气会受热分解并挥发出去。不过,使用热水器剩余水时,要注意水温是否合适;用壶烧水时,要注意水烧开后不要长时间保温,以免水中的其他成分发生变化,影响水质。用空气泵连续打气一天,通过曝气的方式也可以达到除氯的目的。空气泵持续向水中注入空气,使水与空气充分接触,氯气会逐渐挥发出去。这种方法适用于大量水的除氯,比如泳池水的处理,虽然耗时较长,但是成本较低,操作也比较简单。除氯工艺需与水质调节协同应用。湖北数据中心除氯除硬
高氯环境必须选用特种合金材料。吉林吸收塔除氯需求
电渗析(ED)技术是采用基于压滤原理的膜堆来去除水中的氯。膜堆由阳离子和阴离子膜组成,水溶液在通过膜对之间的细胞时,氯离子在电场的作用下会定向移动,从而实现与水的分离。该技术能够大幅降低水中的氯离子含量,产生高纯度的稀释液,氯的去除率可高达 99%。而且,与其他一些处理系统相比,电渗析设备几乎不需要太多的维护。不过,由于水中的钙和二氧化硅等物质会损坏膜堆,所以在使用前同样需要配备预处理系统,并且膜一旦损坏,更换的成本较高。吉林吸收塔除氯需求


- 北京除氯除硬 2026-03-17
- 北京海水淡化除氯除硬 2026-03-17