自动配比集中供回系统的维护主要包括过滤系统、泵组、管路及PLC控制系统的定期检查。过滤装置包括全自动走纸滤布、精密滤芯及离心分离器,应定期清理或更换滤芯,以保持液体洁净度和过滤效率。泵组及阀门需要检查运行状态,确保高粘度原液和自来水顺畅输送,并防止管路泄漏。管路系统采用304不锈钢,结合快拆快接设计,便于拆卸和清洗,同时定期反冲洗可防止堵塞。PLC控制系统应监测运行数据,记录配比、供液和回液状态,发现异常及时调整,并定期校验浓度检测仪。模块化结构使各单元可单独维护,减少停机影响。公司在设备设计中考虑了维护便利性,并在设备交付时提供培训和操作指导,帮助用户科学维护设备,提高系统寿命和运行效率。回液泵站式集中供回系统解决方案针对扩容需求,提供可灵活重组的供回系统方案。湖南无人值守集中供回系统

不锈钢材质的集中供回系统在结构强度、处理效率和运行稳定性方面具有较为可靠的表现。系统使用SUS304不锈钢材质,具备抗腐蚀与承压能力,适用于潮湿或含油污的工业环境,可在较长使用周期内保持稳定。多级净化单元能够完成油水分离和杂质过滤,过滤等级可达约3–5微米,并通过杀菌与除味模块改善液体状态。智能控制装置对运行参数进行监测,恒压供液结构提升流量稳定性,同时变频方式有助于降低能耗。系统支持模块化扩展,可依据需求调整配置,避免资源浪费。浙江蓝沃环保设备股份有限公司通过持续完善技术,使该类不锈钢系统在多种加工条件下保持稳定运行。四川回液泵站式集中供回系统生产厂家高精度控温集中供回系统通过冷却系统与变频控制联动,实时调节液体温度至稳定区间。

PLC一键式操作集中供回系统的更换周期取决于关键部件的使用寿命和维护频率,包括过滤滤芯、易损件和液泵。系统设计以长期稳定运行为目标,通过自动操作、浓度自动检测与调整、恒压供液及全流程监控,降低人为操作对设备寿命的影响。关键易损件如滤布、滤芯及密封件需根据液体工况定期更换,以保证过滤精度和运行效率。PLC系统可实时监测运行状态,当检测到滤芯堵塞、液位异常或压力偏差时,会提前发出维护提醒,便于科学安排更换周期。系统采用模块化设计,每个单元可单独维护和更换,方便根据使用频率更新,延长主机和泵站寿命。浙江蓝沃环保设备股份有限公司提供的系统结合工业臭氧杀菌、自动走纸过滤及离心分离技术,保障液体清洁和稳定,同时在质保期内为易损件提供维护建议和更换服务,确保设备长期运行,降低维护成本和停机风险。
双配比模块集中供回系统的规格与尺寸会影响其在工业车间中的布局方式,因此企业在采购时需结合场地条件进行统筹规划。该系统采用模块化结构,集中供回主机的参考尺寸为4200mm×1500mm×2500mm,整体布局紧凑,占地需求较小,无需进行较大范围的基础施工即可安装。配套回液泵站的参考尺寸为550mm×300mm×1050mm,体积相对较小,可根据机床位置灵活布置,不会占用过多生产区域。供回管路采用DN25与DN50规格的304不锈钢管,长度可根据车间机床分布情况定制,并通过快接方式安装,便于在厂区布局调整时重新配置。系统支持多模块组合,可依据处理需求在单配比供液、供回与过滤等不同规格之间进行选择。设备还预留扩展接口,便于后期增加功能模块,无需更换整套系统。浙江蓝沃环保设备股份有限公司的双配比模块集中供回系统通过可调整的尺寸设计,适用于多种车间布局条件。无人值守集中供回系统能实现自动配比、供回液全流程运行,节省人力且保障供液稳定。
PLC一键操作的集中供回系统配置包括智能控制、稳定供液、深度净化和配比功能,构成完整的运行结构。控制部分由PLC系统、高低压电器和变频控制模块组成,结合压力控制器和液位控制器,实现一键启停、参数调节和运行状态监控,并支持远程协助。供液与回液部分设置一备一用的供液泵组(单台流量10m³/h、扬程50米)、恒压供液罐及96套回液泵站,泵站配备智能终端控制箱、液位支架、磁性开关、气动阀和回液泵,可维持多台机床的供回液稳定性。净化部分配置离心分离装置、自动走纸过滤装置、过滤器、油水分离系统、气浮发生装置和双臭氧杀菌装置,实现约3–5μm的过滤精度并进行杀菌与除味。配比部分由配比箱、原液输送泵、原液与自来水计量器、浓度检测仪及备用配比器组成,可支持0–100%的配比范围。管路采用DN50与DN25规格的304不锈钢管,并配有快拆接头和阀门管件,便于安装与维护。系统还包含钣金外壳、易损件与易耗品等辅助组成部分,为日常运行提供配套支持。浙江蓝沃环保设备股份有限公司可依据企业需求开展定制化生产与安装服务。磨消液集中供回系统售后服务包含技术培训、质保维修等,助力企业长期稳定运行设备。湖南无人值守集中供回系统
废液零排放集中供回系统通过闭环循环与深度净化技术,性能满足环保要求与加工需求。湖南无人值守集中供回系统
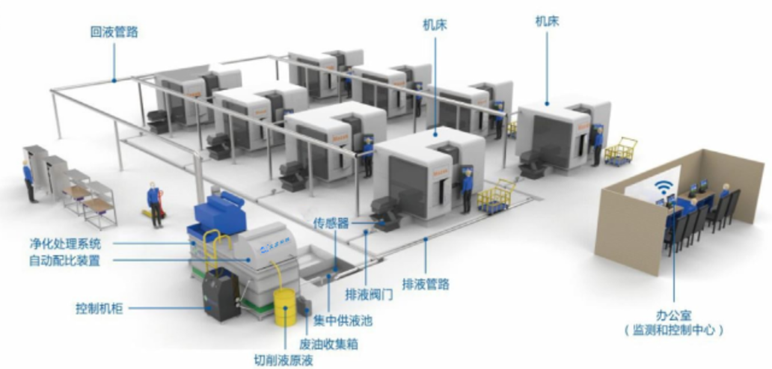
切削液集中供回系统是一种集自动配比、供液、回液、过滤净化和浓度检测于一体的循环管理系统,旨在解决传统CNC机台人工加液、浓度不稳、杂质污染和废液处置问题。系统通过集中控制实现液体循环管理,使切削液保持洁净和稳定。系统由供液主机、回液泵站、过滤净化单元和恒压供液模块组成,液体从机床溢流口回收,经真空负压油水分离、离心分离、臭氧杀菌和自动走纸过滤等工艺净化后返回供液箱,实现连续循环使用。与人工操作相比,集中供回系统可自动完成浓度配比和流量调节,减少人工干预和液体浪费,延长切削液使用寿命并降低废液处理成本。该系统适用于数控加工中心、连体机床及多工位生产线。浙江蓝沃环保设备股份有限公司自2017年起在该领域开展研发,依托科研院校技术,开发多款节能型切削液集中供回系统,为机械制造企业提供从设计、生产到安装调试的全流程支持,帮助客户构建智能化、节能的生产管理体系。湖南无人值守集中供回系统
浙江蓝沃环保设备股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的环保中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来浙江蓝沃环保设备股份供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!