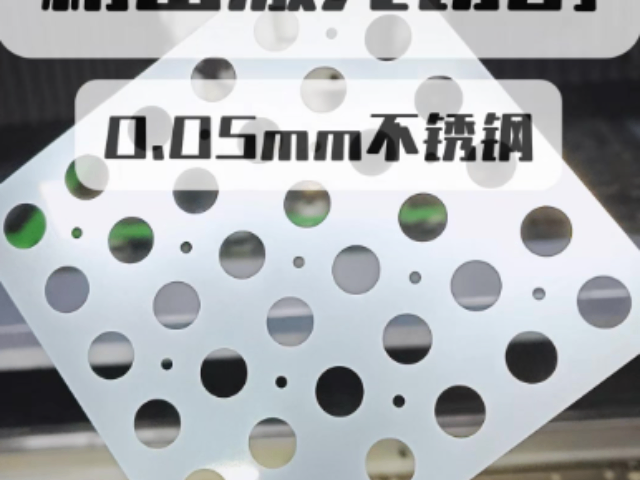
江苏力鸣不锈钢有限公司根据不同应用场景的精度需求,建立了多等级公差控制体系,为激光切割件选型提供清晰指引,这与其精密加工实力密切相关。力鸣不锈钢注册资本 1008 万元,配备高精度检测设备,将切割精度分为普通级、精密级、超精密级三个等级,满足差异化需求。普通级精度(±0.1-0.3mm)适用于建筑装饰的非承重部件、普通设备外壳等场景,如尺寸 2400×1200×1.5mm 的电梯轿厢面板,此精度可确保外观拼接美观,且成本经济。精密级精度(±0.05-0.1mm)适配机械传动部件、化工法兰等需装配的结构件,以某环保设备的多孔连接板为例,10 个 φ50mm 圆孔的孔位公差控制在 ±0.08mm,保证管道对接密封。超精密级精度(≤±0.05mm)针对医疗器械、电子设备等高中端领域,如手术台配件的销轴孔切割,误差≤0.03mm,确保运动部件顺畅运行。除尺寸公差外,选型时还需考量表面粗糙度与垂直度:装饰件需 Ra≤0.8μm 的光滑表面,结构件需垂直度≤0.5° 以保障焊接质量。江苏力鸣可根据客户图纸的公差标注(如 h7、g6 等级),通过调整激光功率与切割速度实现精细准确匹配,并提供千分尺、三坐标测量等检测报告,确保产品精度符合使用要求。如何选择合适的不锈钢激光切割件?黑龙江附近不锈钢激光切割件市场价

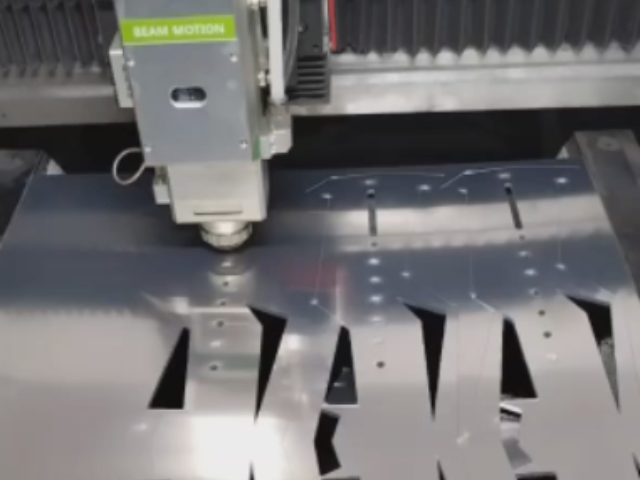
针对不锈钢激光切割件的厚度选型,江苏力鸣不锈钢有限公司结合设备能力与工况需求,提供科学适配方法,展现了企业的工艺把控能力。力鸣不锈钢 2019 年成立,注册资本 1008 万元,配备不同功率激光切割机,可处理 0.5-20mm 厚度的不锈钢板材,覆盖多行业需求。薄板切割(0.5-3mm)适用于装饰件、电子设备外壳等场景,采用 1000-2000W 激光功率,切割速度快且热变形小,如 3mm 厚的广告标识牌通过激光切割复杂字体,边缘光滑无需打磨。中厚板切割(3-12mm)是机械、化工领域的主流需求,选用 3000-4000W 激光设备,配合氧气辅助切割,如 10mm 厚的齿轮箱侧板切割后切口平整,可直接用于焊接。厚板切割(12-20mm)针对船舶、压力容器等重型设备,采用 6000W 高功率激光,通过优化焦点位置确保切割穿透性,如 15mm 厚的海上平台支撑件,切割效率可达 0.8m/min。厚度选型还需结合材质特性:316L 材质厚板切割需适当降低速度以确保切口质量,430 材质则可保持较高切割效率。某石化企业的储罐异形支撑件(12mm 厚 316L 板),经力鸣不锈钢厚度与工艺匹配后,切割质量与交付效率均满足项目要求。公司技术团队可根据部件受力、重量及装配空间,提供厚度选型建议,实现性能与成本的平衡。广东附近不锈钢激光切割件定做价格使用不锈钢激光切割件的应用与维护也哪些注意事项?

在不锈钢激光切割件的优越性能背后,其材质起着决定性的作用。不锈钢,作为一种具有特殊性能的合金钢,其主要成分是铁,而铬、镍、钼等合金元素的加入,赋予了不锈钢独特的性能优势,这些元素的相互作用,深刻影响着不锈钢激光切割件的切割性能以及成品质量。铬,无疑是不锈钢中较为关键的元素。在不锈钢中,铬的含量通常在 10.5% 以上,它是决定不锈钢耐腐蚀性的重要因素。当不锈钢暴露在空气或水中时,铬会迅速与氧气发生反应,在不锈钢表面形成一层极其薄且稳定的氧化铬膜。这层膜犹如一层坚固的盾牌,紧密地覆盖在不锈钢表面,有效阻止了氧气和水分进一步侵蚀不锈钢内部,从而极大地提高了不锈钢的耐腐蚀性。在江苏力鸣不锈钢有限公司生产的不锈钢激光切割件中,铬的存在使得切割件在各种复杂的环境下都能保持良好的性能,不易生锈和腐蚀,延长了产品的使用寿命。
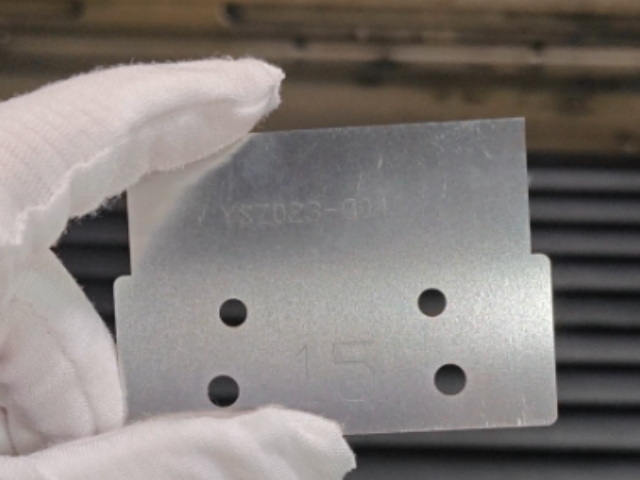
坐落于无锡市锡山区的江苏力鸣不锈钢有限公司,自 2019 年成立以来便以精密加工为核心竞争力,其不锈钢激光切割件凭借先进设备与工艺管控实现了行业率先的尺寸精度。作为注册资本 1008 万元的专业企业,力鸣不锈钢配备高功率光纤激光切割机,结合数控编程系统,将切割精度稳定控制在 ±0.1mm 以内,部分精密件甚至可达 ±0.05mm,远超传统等离子切割 ±0.5mm 的公差水平。这种精度优势源于三重管控:采用进口激光发生器确保光束聚焦直径≤0.2mm,通过 CCD 视觉定位系统实现材料精细准确对位,切割过程中实时动态调整速度与功率参数。以某医疗器械的手术台托盘支撑板为例,需切割 12 个 φ12mm 的销轴孔,力鸣不锈钢激光切割件的孔位公差可 ±0.03mm,确保装配时销轴无缝衔接。切割面的垂直度误差≤0.5°,粗糙度 Ra≤1.6μm,无需后续打磨即可直接用于精密装配,明显降低下游加工成本。相较于模冲切割,激光切割无需定制模具,既能满足小批量精密件需求,又能通过编程快速适配复杂轮廓,充分践行了力鸣不锈钢 "信誉至上" 的经营理念,为医疗、电子等高精度需求领域提供可靠支撑。江苏力鸣不锈钢有限公司厂家直供不锈钢激光切割件批发!
使用氧气作为辅助气体时,氧气会与不锈钢发生氧化反应,释放出额外的热量,有助于提高切割速度和加大切割深度,但同时也可能导致切口宽度增加;而使用氮气作为辅助气体时,氮气不与不锈钢发生化学反应,主要起到保护切割面和吹渣的作用,切口宽度相对较小。辅助气体的压力大小也会影响切口宽度,压力过大可能会将熔化的材料吹离切割区域,导致切口宽度增大;压力过小则可能无法有效排渣,影响切割质量。江苏力鸣在生产不锈钢激光切割件时,通过精确控制激光功率、切割速度、焦点位置以及辅助气体等工艺参数,能够将切口宽度控制在极小的范围内,确保切割件的高精度和高质量。在实际应用中,用户也需要根据具体的切割需求和材料特性,合理调整这些参数,以获得满意的切口宽度和切割效果 。不锈钢激光切割件产品对应型号价格咨询!吉林附近不锈钢激光切割件批量定制
如何正确的不锈钢激光切割件的操作。黑龙江附近不锈钢激光切割件市场价
江苏力鸣不锈钢有限公司根据激光切割工艺差异,将产品分为熔化切割型、氧化熔化切割型、汽化切割型三类,这种分类体系源于对不同场景需求的深度适配。力鸣不锈钢注册资本 1008 万元,具备多工艺加工能力,可满足差异化质量与成本需求。熔化切割型采用惰性气体(氮气、氩气)辅助,切割面无氧化层,粗糙度 Ra≤1.2μm,适用于医疗、食品等对表面要求严苛的场景,如 316L 材质的手术器械配件切割后可直接用于后续消毒处理。这类产品加工成本相对较高,但无需后续酸洗,整体流程更高效。氧化熔化切割型以氧气为辅助气体,利用氧化反应提升切割速度,适用于建筑装饰、普通机械等场景,如 3mm 厚 304 装饰板的切割速度可达 15m/min,成本较熔化切割低 20%,但切口会形成薄氧化层,需根据需求选择是否去除。汽化切割型针对厚板(≥12mm)或精密窄缝切割,如石油设备的 0.3mm 宽缝隙切割,通过高功率激光使材料汽化形成切缝,切割精度可达 ±0.05mm,适用于高中端设备的重要部件。三类产品均通过数控编程实现,江苏力鸣可根据客户对表面质量、切割效率、成本预算的需求,推荐较好工艺类型,如某化工企业的耐腐蚀部件,精细准确匹配熔化切割型方案,确保使用性能。黑龙江附近不锈钢激光切割件市场价
江苏力鸣不锈钢有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的建筑、建材行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**江苏力鸣不锈钢供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!