厚度不同的两块钢板对接时,为避免截面急剧变化引起严重的应力集中,常把较厚的板边逐渐削薄,达到两接边处等厚。对接接头的静强度和疲劳强度比其他接头高。在交变、冲击载荷下或在低温高压容器中工作的联接,常优先采用对接接头的焊接。用焊接方法连接的接头称为焊接接头,它主要起连接和传递力的作用。焊接接头由焊缝、熔...
焊接自动化设备基本参数
- 品牌
- 枫锦
- 型号
- 齐全
焊接自动化设备企业商机
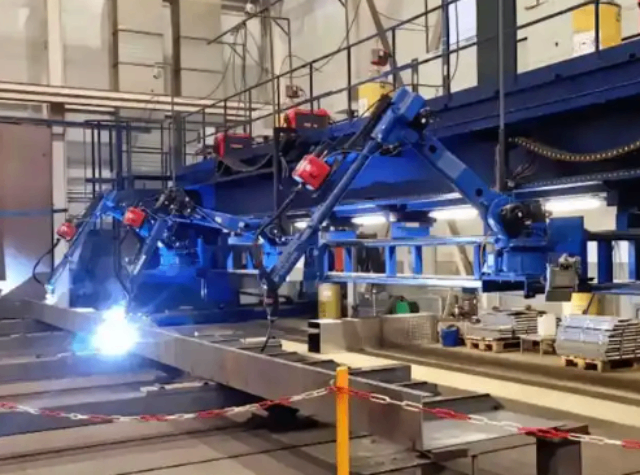
在船舶与海洋工程领域,应用项目包括管鞋支撑组焊一体技术创新和管水平固定360度全自动气保焊工艺开发,用于海洋工程管道预制与大型结构件焊接;某跨国油气管道建设项目中,管道预制厂需实现大规模管道接头的自动化焊接。 [5] [17]在航空航天与特种材料领域,有钛合金超大箱体氩弧焊焊接工艺的革新。 [8]典型案例与技术前沿包括免示教编程智能焊接机器人,通过智能识别自动扫描工件、识别焊缝、规划路径并完成焊接,并能处理比较大尺寸达6米乘以3米的工作;集成激光、地轨与悬臂的全场景工作站体现了焊接机器人向智能化、柔性化方向的发展。 [12] [18]用于实时监测焊接过程,确保焊接质量,能够记录焊接参数并进行数据分析。江苏国内焊接自动化设备规格尺寸

焊接自动化设备是用于焊接工艺的自动化机械设备,广泛应用于制造业,尤其是在汽车、航空航天、电子和重工业等领域。这些设备可以提高焊接的效率和精度,减少人工操作的风险和劳动强度。以下是一些常见的焊接自动化设备类型:自动焊接机:用于执行各种焊接工艺(如弧焊、点焊、激光焊等)的**设备,能够实现高效、稳定的焊接。焊接机器人:配备焊接工具的工业机器人,能够在复杂的焊接任务中提供灵活性和高精度,适用于大规模生产。焊接工作站:集成了焊接设备、工装夹具和控制系统的工作平台,适合于小批量或多品种的焊接作业。张家港绿色环保焊接自动化设备服务电话能够存储焊接参数和自动生成焊接日志文件,便于质量追溯和管理。
为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得质量焊缝。压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。
焊接时形成的连接两个被连接体的接缝称为焊缝。焊缝的两侧在焊接时会受到焊接热作用,而发生组织和性能变化,这一区域被称为热影响区。焊接时因工件材料焊接材料、焊接电流等不同,焊后在焊缝和热影响区可能产生过热、脆化、淬硬或软化现象,也使焊件性能下降,恶化焊接性。这就需要调整焊接条件,焊前对焊件接口处预热、焊时保温和焊后热处理可以改善焊件的焊接质量。另外,焊接是一个局部的迅速加热和冷却过程,焊接区由于受到四周工件本体的拘束而不能自由膨胀和收缩,冷却后在焊件中便产生焊接应力和变形。重要产品焊后都需要消除焊接应力,矫正焊接变形。集成了焊接设备、工装夹具和控制系统的工作平台,适合于小批量或多品种的焊接作业。

搭接接头的焊前准备工作简单,装配方便,焊接变形和残余应力较小,因而在工地安装接头和不重要的结构上时常采用。一般来说,搭接接头不适于在交变载荷、腐蚀介质、高温或低温等条件下工作。采用丁字接头和角接头通常是由于结构上的需要。丁字接头上未焊透的角焊缝工作特点与搭接接头的角焊缝相似。当焊缝与外力方向垂直时便成为正面角焊缝,这时焊缝表面形状会引起不同程度的应力集中;焊透的角焊缝受力情况与对接接头相似。角接头承载能力低,一般不单独使用,只有在焊透时,或在内外均有角焊缝时才有所改善,多用于封闭形结构的拐角处。配备焊接工具的工业机器人,能够在复杂的焊接任务中提供灵活性和高精度,适用于大规模生产。虎丘区特种焊接自动化设备规格尺寸
作为设备的“大脑”,负责协调各部件的动作,控制焊接程序,设置和调整焊接参数,并显示故障诊断信息。江苏国内焊接自动化设备规格尺寸
在焊接设备中发展应用微机自动化控制技术,如数控焊接电源、智能焊机、全自动**焊机和柔性焊接机器人工作站。微机控制系统在各种自动焊接与切割设备中的作用不仅是控制各项焊接参数,而且必须能够自动协调成套焊接设备各组成部分的动作,实现无人操作,即实现焊接生产数控化、自动化与智能化。微机控制焊接电源已成为自动化**焊机的主体和智能焊接设备的基础。如微机控制的晶闸管弧焊电源、晶体管弧焊电源、逆变弧焊电源、多功能弧焊电源、脉冲弧焊电源等。微机控制的IGBT式逆变焊接电源,是实现智能化控制的理想设备江苏国内焊接自动化设备规格尺寸
苏州枫锦自动化设备科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州枫锦自动化设备科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
与焊接自动化设备相关的文章
张家港直销焊接自动化设备保养
- 常熟特种焊接自动化设备销售厂 2026-05-26
- 相城区定做焊接自动化设备费用 2026-05-26
- 太仓本地焊接自动化设备保养 2026-05-25
- 姑苏区常见焊接自动化设备私人定做 2026-05-25
- 昆山国内焊接自动化设备规格尺寸 2026-05-25
- 吴中区直销焊接自动化设备联系方式 2026-05-25
- 江苏比较好的焊接自动化设备保养 2026-05-25
- 昆山常见焊接自动化设备设备厂家 2026-05-25
- 江苏整套焊接自动化设备加装 2026-05-25
- 工业园区直销焊接自动化设备费用 2026-05-25
- 吴中区常见焊接自动化设备加装 2026-05-25
- 张家港常见焊接自动化设备销售厂 2026-05-25
与焊接自动化设备相关的产品
与焊接自动化设备相关的新闻
-
工业园区整套焊接自动化设备费用 2026-05-24 15:11:41现代焊接技术已能焊出无内外缺陷的、机械性能等于甚至高于被连接体的焊缝。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝质量影响外,还与其几何形状、尺寸、受力情况和工作条件等有关。接头的基本形式有对接、搭接、丁字接(正交接)和角接等。对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两...
-
工业园区定做焊接自动化设备联系方式 2026-05-24 02:13:01焊接产品比铆接件、铸件和锻件重量轻,对于交通运输工具来说可以减轻自重,节约能量。焊接的密封性好,适于制造各类容器。发展联合加工工艺,使焊接与锻造、铸造相结合,可以制成大型、经济合理的铸焊结构和锻焊结构,经济效益很高。采用焊接工艺能有效利用材料,焊接结构可以在不同部位采用不同性能的材料,充分发挥各种材...
-
张家港特种焊接自动化设备服务电话 2026-05-24 12:12:171957年美国的盖奇发明等离子弧焊;40年代德国和法国发明的电子束焊,也在50年代得到实用和进一步发展;60年代又出现激光焊等离子、电子束和激光焊接方法的出现,标志着高能量密度熔焊的新发展,**改善了材料的焊接性,使许多难以用其他方法焊接的材料和结构得以焊接。其他的焊接技术还有1887年,美国的汤普...
-
相城区整套焊接自动化设备设备厂家 2026-05-24 07:13:062026年4月,由中国特种设备检测研究院等单位研发的“大规模模块化高承压储气装备”在压缩空气储能项目中成功应用,创新采用了自动化整体焊接成形工艺,解决了大型储罐现场制造难题,并构建了标准化流水线生产体系。 [22]在重型装备与钢结构行业,焊接机器人应用于大型工程机械、建筑机械、风电设备等行业;具体应...
与焊接自动化设备相关的问题
新闻资讯
产品推荐
-

吴中区直销焊接自动化设备联系方式
2026-05-25 -
江苏比较好的焊接自动化设备保养
2026-05-25 -
昆山常见焊接自动化设备设备厂家
2026-05-25 -
吴中区本地电气控制柜私人定做
2026-05-25 -

工业园区常见电气控制柜费用
2026-05-25 -
江苏整套焊接自动化设备加装
2026-05-25 -
太仓直销电气控制柜保养
2026-05-25 -
苏州特种电气控制柜联系方式
2026-05-25 -
吴中区绿色环保电气控制柜对比价
2026-05-25