***,气孔。在全位置焊中应用自动焊接设备时,气孔是一种比较常见的问题,导致该问题产生的原因有很多,比如焊材自身的原因、操作不当、环境原因等。鉴于此,为有效地防止这一问题,在实施焊接时,应加强气体的保护,焊接温度不可过高,严格按照比例以及相关要求来充装气体,确保充装纯度达到要求。同时还要注意施焊场地...
焊接自动化设备基本参数
- 品牌
- 枫锦
- 型号
- 齐全
焊接自动化设备企业商机
在此期间,美国的诺布尔利用电弧电压控制焊条送给速度,制成自动电弧焊机,从而成为焊接机械化、自动化的开端。1930年美国的罗宾诺夫发明使用焊丝和焊剂的埋弧焊,焊接机械化得到进一步发展。40年代,为适应铝、镁合金和合金钢焊接的需要,钨极和熔化极惰性气体保护焊相继问世。1951年苏联的巴顿电焊研究所创造电渣焊,成为大厚度工件的高效焊接法。1953年,苏联的柳巴夫斯基等人发明二氧化碳气体保护焊,促进了气体保护电弧焊的应用和发展,如出现了混合气体保护焊、药芯焊丝气渣联合保护焊和自保护电弧焊等。负责将焊丝准确、稳定地输送到焊枪,对于送丝速度控制精度要求较高的送丝机,其控制电路需加测速反馈。昆山购买焊接自动化设备维保
发展历史焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线移动,冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得质量焊缝。相城区直销焊接自动化设备维保用于钢结构的制造和安装过程中,确保焊缝的质量和稳定性,适应不同形状和尺寸的钢构件。

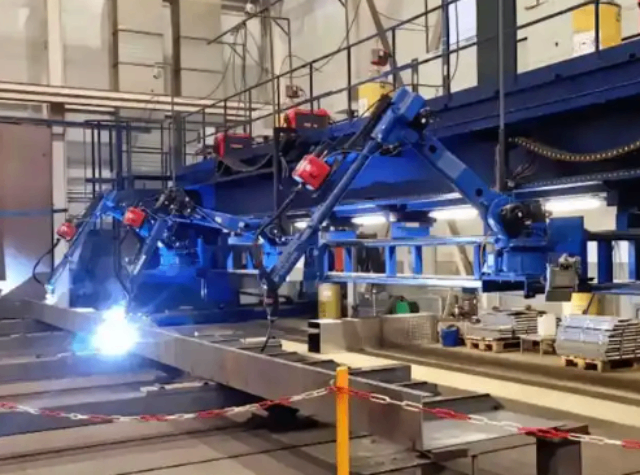
;在核电领域,自动焊接设备已应用于“国和一号”示范项目等重大工程,例如用于一回路主管道的窄间隙焊,并在广西白龙核电、福建宁德核电等项目上完成了近50%的焊接工艺 [4]。其应用也扩展至船舶制造领域,例如可实现“免示教、免编程”的智能焊接产线已应用于船舶制造 [5]。在现代工业生产中,焊接生产过程的机械化和自动化是焊接机构制造工业现代化发展的必然趋势。***,在全位置焊中应用自动焊接设备,焊接执行部件采取旋转副驱动的方式,对焊枪姿态进行灵活且合理地改变,有利于全位置焊接工作的进行。
未来的焊接工艺,一方面要研制新的焊接方法、焊接设备和焊接材料,以进一步提高焊接质量和安全可靠性,如改进现有电弧、等离子弧、电子束、激光等焊接能源;运用电子技术和控制技术,改善电弧的工艺性能,研制可靠轻巧的电弧跟踪方法。另一方面要提高焊接机械化和自动化水平,如焊机实现程序控制、数字控制;研制从准备工序、焊接到质量监控全部过程自动化的**焊机;在自动焊接生产线上,推广、扩大数控的焊接机械手和焊接机器人,可以提高焊接生产水平,改善焊接卫生安全条件。为了提高焊接质量,人们研究出了各种保护方法。
压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。各种压焊方法的共同特点是在焊接过程中施加压力而不加填充材料。多数压焊方法如扩散焊、高频焊、冷压焊等都没有熔化过程,因而没有象熔焊那样的有益合金元素烧损,和有害元素侵入焊缝的问题,从而简化了焊接过程,也改善了焊接安全卫生条件。同时由于加热温度比熔焊低、加热时间短,因而热影响区小。许多难以用熔化焊焊接的材料,往往可以用压焊焊成与母材同等强度的质量接头。通过精确的编程和控制,实现高度准确和稳定的焊接过程,避免人为因素对焊接质量的影响。姑苏区销售焊接自动化设备服务电话
用于钢板的焊接和制造过程,实现高速、高精度的焊接,保证焊缝的质量和强度。昆山购买焊接自动化设备维保
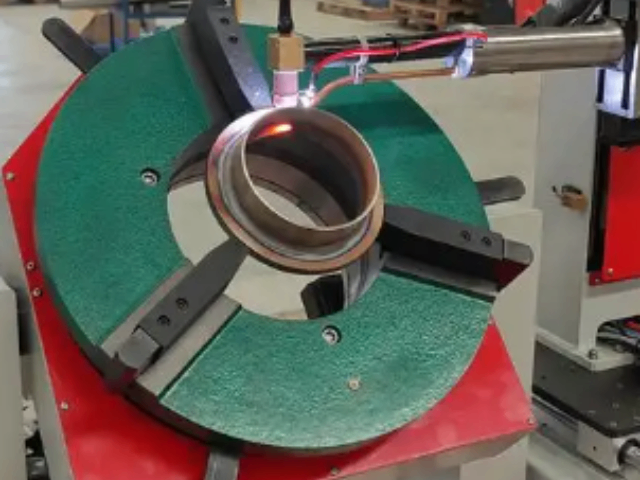
厚度不同的两块钢板对接时,为避免截面急剧变化引起严重的应力集中,常把较厚的板边逐渐削薄,达到两接边处等厚。对接接头的静强度和疲劳强度比其他接头高。在交变、冲击载荷下或在低温高压容器中工作的联接,常优先采用对接接头的焊接。用焊接方法连接的接头称为焊接接头,它主要起连接和传递力的作用。焊接接头由焊缝、熔合区和热影响区三部分组成,如图《焊接接头》对接接头的焊前准备工作简单,装配方便,焊接变形和残余应力较小,因而在工地安装接头和不重要的结构上时常采用。一般来说,对接接头不适于在交变载荷、腐蚀介质、高温或低温等条件下工作。昆山购买焊接自动化设备维保
苏州枫锦自动化设备科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州枫锦自动化设备科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
与焊接自动化设备相关的文章
太仓本地焊接自动化设备保养
- 姑苏区常见焊接自动化设备私人定做 2026-05-25
- 昆山国内焊接自动化设备规格尺寸 2026-05-25
- 吴中区直销焊接自动化设备联系方式 2026-05-25
- 江苏比较好的焊接自动化设备保养 2026-05-25
- 昆山常见焊接自动化设备设备厂家 2026-05-25
- 江苏整套焊接自动化设备加装 2026-05-25
- 工业园区直销焊接自动化设备费用 2026-05-25
- 吴中区常见焊接自动化设备加装 2026-05-25
- 张家港常见焊接自动化设备销售厂 2026-05-25
- 姑苏区比较好的焊接自动化设备私人定做 2026-05-25
- 苏州常见焊接自动化设备销售厂 2026-05-25
- 常熟直销焊接自动化设备保养 2026-05-24
与焊接自动化设备相关的产品

与焊接自动化设备相关的新闻
-
相城区整套焊接自动化设备设备厂家 2026-05-24 07:13:062026年4月,由中国特种设备检测研究院等单位研发的“大规模模块化高承压储气装备”在压缩空气储能项目中成功应用,创新采用了自动化整体焊接成形工艺,解决了大型储罐现场制造难题,并构建了标准化流水线生产体系。 [22]在重型装备与钢结构行业,焊接机器人应用于大型工程机械、建筑机械、风电设备等行业;具体应...
-
昆山购买焊接自动化设备联系方式 2026-05-24 02:13:01发展历史焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线移动,冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔...
-
相城区销售焊接自动化设备费用 2026-05-24 12:12:17焊接自动化应用正朝着智能化、柔性化方向发展。 [12] [20]焊接自动化的推广与应用,首要影响在于有效应对了制造业,尤其是重工业领域长期面临的经验丰富焊工短缺与人力成本上升的困境,实现了“机器换人”,缓解了劳动力结构性矛盾 [19]。其次,焊接自动化是推动制造业向智能制造转型升级的关键环节,其发展...
-
工业园区绿色环保焊接自动化设备费用 2026-05-24 12:12:17第三,在全位置焊接作业中,将焊接机头与弧焊电源有机结合,不仅能够达到全位置自动焊接的目的,同时在一定程度上还可使自动焊接设备价格得到降低。通过这种方式,不仅能够实现自动焊接,同时还可借助于弧焊电源以及半自动焊枪的利用来实施半自动焊接。 [2]根据自动化程度,自动化焊接设备可分为以下三类:1、刚性自动...
与焊接自动化设备相关的问题
新闻资讯
产品推荐
-

工业园区常见电气控制柜费用
2026-05-25 -

江苏整套焊接自动化设备加装
2026-05-25 -
太仓直销电气控制柜保养
2026-05-25 -
苏州特种电气控制柜联系方式
2026-05-25 -
吴中区绿色环保电气控制柜对比价
2026-05-25 -
张家港定做电气控制柜规格尺寸
2026-05-25 -
相城区定做电气控制柜设备厂家
2026-05-25 -
常熟销售电气控制柜销售厂
2026-05-25 -
工业园区直销焊接自动化设备费用
2026-05-25