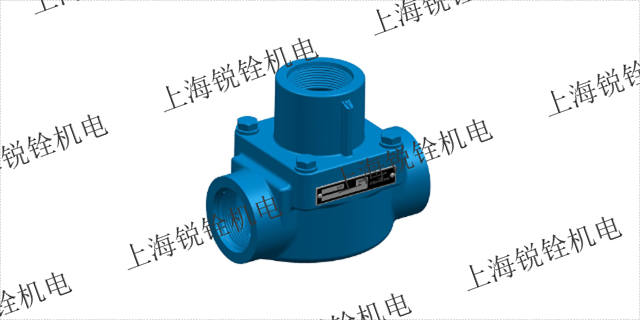
FPE温控阀不仅在安装尺寸上完全兼容AMOT温控阀、HB贺尔碧格温控阀、德国BEHR温控阀、Vmc温控阀等,而且在性能上又具有优越性。
目前FPE温控阀,已成功配套国际**品牌压缩机:GDGardnerDenver(登福压缩机)、Sullair(寿力压缩机)、IngersollRandGroup(英格索兰集团)、AtlasCopco(阿特拉斯•科普柯压缩机)、Quincy(昆西压缩机)、复盛等国际****品牌压缩机,以及GETransportation(通用电气发动机)、开山集团(KaiShanGroup)、洋马yanmar发动机、约克York空调冷冻机等,具体参数请联系上海锐铨进行确认。
FPE温控阀采用石蜡受热膨胀原理,半液体状态的石蜡在较小的温度范围内具有较高的膨胀率。自力式温控阀芯将根据受热状态在衬套内运动,从而达到调节流量的效果。所有FPE温控阀的温度都是预先设定好的,因此出厂后无需任何调节。本产品适用温度范围广,在冷却和润滑系统中有着极其众多的应用。
开山离心压缩机温控阀。汉钟温控阀源头直供

本发明涉及一种阀芯气密性检测方法。背景技术:汽车燃油系统中存在一种部件主要启到开、闭合油路的作用,其工作原理是通过钢球在油压作用下移动,受到一定压力后密封住油孔,从而起到密封油路的作用,这个要求体现到零件一般表现为高精度的倒角要求,因为倒角尺寸小,精度高,在加工制造过程中或**终检测中很难实现快速有效的检测。技术实现要素:本发明的目的在于克服上述不足,提供一种使用气压***模拟油压工作原理,在**终环节实现快速检测,保证大批量零件其密封性能***达到出厂要求的阀芯气密性检测方法。本发明的目的是这样实现的:一种阀芯气密性检测方法,其特征在于使用阀芯气密性检测装置进行作业:步骤一、将阀芯从下向上套装于压头的定位杆上,阀芯的下端面向上至内孔依次设置有内径依次减小的***台阶孔、第二台阶孔以及第三台阶孔;步骤二、滑动板下行,使得阀芯向下运动,阀芯的第三台阶孔和钢球相互匹配,阀芯继续向下运动,直至阀芯的***台阶孔的台阶面与垫块的顶面接触,此时钢球连接座位于第二台阶孔内,钢球位于第三台阶孔内,并且钢球的顶面抵住阀芯的内孔下端,此时检测体内的竖向气孔以及横向气孔密封;步骤三、开启气体泄漏检测仪。苏州原装进口温控阀杰利阳锅炉英格索兰温控阀1 1/2ELCW16003-RRZ。

所述装配机构还包括脱料气缸、脱料套和出料槽;所述脱料气缸带动所述脱料套向前推,将装配好的阀芯压水圈推入至所述出料槽完成出料。与现有技术相比,本发明的有益效果是:本发明通过胶圈上料机构将胶圈送到胶圈上料工位,通过胶圈移料机构取出胶圈上料工位的胶圈,并将胶圈送至所述装配机构,通过水平移料机构将胶圈移料机构和塑料圈移料机构分别送至装配工位和塑料圈上料工位,通过塑料圈上料机构实现塑料圈的上料和分料,通过塑料圈移料机构从塑料圈上料工位取出塑料圈,并将塑料圈套在所述装配机构上,通过装配机构与塑料圈移料机构配合,将塑料圈套入胶圈内部形成阀芯压水圈,可实现胶圈、塑料圈自动上料和自动装配,效率高;自动化水平高;结构紧凑。附图说明图1是本发明一个实施例的结构示意图;图2是本发明一个实施例中胶圈上料机构的结构示意图一;图3是本发明一个实施例中胶圈上料机构的结构示意图二;图4是本发明一个实施例中胶圈移料机构和塑料圈移料机构的结构示意图;图5是本发明一个实施例中塑料圈上料机构的结构示意图;图6是本发明一个实施例中装配机构的结构示意图;图7是胶圈的结构示意图;图8是塑料圈的结构示意图。图中,机架1。
自力式温度调节阀工作原理:ZZW自力式温度调节阀是根据液体受热体积膨胀的原理工作的。这些装置包括一个温度传感器(21),一个设定的调节器(14、15),一个毛细管(13),和液压执行器即操作元件(10),冷却型温度调节阀增加一个转向机构(26)。见表4表4中图A、C、D、E为加热型自力式温度调节阀原理图,阀门初始位置“开”。传感器充满膨胀液体,作用于操作金属波纹管(12)和操作元件的针杆(11),依靠温度的改变,液体的体积发生变化,使波纹管和阀芯也一起位移。当温度升高时,温包内工作液体体积急剧增大,使密封容室的压力增高,压迫波纹管向上移动,推动弹簧向上位移,从而使推杆、阀芯也向上运动,阀门根据温度变化量按比例关闭,使被调介质温度向设定点方向靠拢,阀芯便停留在新的位置上,即阀芯的位移正比于被测温度的变化量,形成一定的比例调节特性。反之,当温度降低时,由于液体体积缩小,使推杆、阀芯也向下运动,阀门开度相应增大。表4中图B为冷却型自力式温度调节阀原理图,阀门初始位置“关”。当检测元件温包插入被测介质中,当温度升高时,温包内工作液体积急剧增大,使密封容室的压力增高,压迫波纹管向上移动,使操作金属波纹管向左位移,通过转向机构使转向机构弹簧向下位移。武汉三机制冷温控阀。

然后就可以做好密封,将感温包插入套管,后面再使用紧固螺钉固定。第二点就是自动温度调节阀的具体安装。自动温度调节阀应该垂直倒立安装在供暖管道上。也就是将执行器要朝下进行安装。这样感温包可以任意安装在被控装置上,要求是深入介质的深度要大于总体的4/5,这样才能保证测量的精度。自动温度调节阀的安装要求有哪些首先点要求就是为了防止堵塞,网孔过滤器必须设置在自动温度调节阀的前面。并且要设置旁通阀。第二点就是对于毛细管弯曲的曲率半径应该大于50mm。距离两端50mm处开始弯曲,不要随意弯曲毛细管,以防出现断裂的情况。第三点就是在安装的时候应该注意介质流向要与阀体上箭头指示方向一致,千万不要装反了。自动流量调节阀是什么首先我们来看自动流量调节阀的具体组成。自动流量调节阀是依靠介质参数自身变化,从而可以实现自动流量调节。这里面是指包括了测量,执行,控制三种功能于一身的一种装置。目前已被普遍的使用在供热系统中的参数调节和控制中。其次我们来看自动流量调节阀具体使用的部位。目前来说流量自动调节阀基本上是安装在公共区域的水暖管井呢内。例如我们最常见的流量表基本上都是这种自动流量调节控制阀。中油科昊暖通温控阀。汉钟温控阀源头直供
成都往复压缩机温控阀复盛温控阀3/4CMCV16006-00-A。汉钟温控阀源头直供
本发明涉及一种阀芯压水圈自动组装机。背景技术:阀芯压水圈由胶圈与塑料圈组装而成,目前阀芯压水圈的组装多采用人工方式,即通过人工将一个塑料圈安装到胶圈内形成阀芯压水圈,组装效率低。技术实现要素:本发明的目的是解决目前阀芯压水圈装配效率低的技术问题。为实现以上发明目的,本发明提供一种阀芯压水圈自动组装机,包括机架及安装于其上的胶圈上料机构、胶圈移料机构、水平移料机构、塑料圈上料机构、塑料圈移料机构和装配机构;所述胶圈上料机构用于将胶圈送到胶圈上料工位;所述胶圈移料机构用于取出胶圈上料工位的胶圈,并将胶圈送至所述装配机构;所述水平移料机构用于将所述胶圈移料机构和塑料圈移料机构分别送至装配工位和塑料圈上料工位;所述塑料圈上料机构用于实现塑料圈的上料和分料;所述塑料圈移料机构用于从塑料圈上料工位取出塑料圈,并将塑料圈套在所述装配机构上;所述装配机构用于与塑料圈移料机构配合,将塑料圈套入胶圈内部形成阀芯压水圈。进一步地,所述胶圈上料机构包括胶圈上料振动盘、胶圈双通道料槽、胶圈上料传感器、胶圈分料槽、胶圈水平分料气缸、胶圈分料挡板和胶圈分料气缸;所述胶圈上料振动盘将胶圈送入到所述胶圈双通道料槽。汉钟温控阀源头直供