
目前的一次装夹多面加工的加工中心主要分为以下几种:立卧转换型加工中心:在卧式加工中心的基础上,增加一套主轴水平方向和垂直方向的转角机构,实现立卧两个方向的加工;龙门型五面体加工中心:用于大型零件的上面和侧面加工,可以通过立主轴上加装侧铣头,选用可转向的主轴头,对于零件的上面和侧面进行加工...
立卧复合加工中心基本参数
- 品牌
- 普拉迪型材加工中心,航天搅拌摩擦焊,,发那科慢走丝,,发那科
- 型号
- 齐全
立卧复合加工中心企业商机
传统的立式车床,主轴尾部朝下、头部朝上顺立夹持工件旋转;传统的立式镗铣床,主轴尾部朝上、头部朝下顺立夹持刀具旋转。这两类主轴顺立机床,工件孔口朝上加工,排屑清理十分困难,孔内积屑严重,对于盲孔零件,刀具排屑变得更加困难,影响机床正常加工,甚至发生断刀废件事故等由来已久的历史问题。优点是:车铣双主轴倒立,孔加工刀具在工件下方加工工件,刀具排屑清理效果好,铁屑对加工的干涉和影响作用有可能减小到很小程度,弥补了传统主轴顺立机床刀具排屑差的历史遗留问题,为长时间连续自动可靠加工奠定了基础;主轴倒立机床与传统主轴顺立机床配合使用,可以省去工件调头装夹工序和相应的专门搬运设备;岩类非金属材料阶梯形床身立柱,动静热蚀性能好、精度保持性好、制造工艺好;车铣复合加工,工件装夹次数少。自动装卸工件、自动输送工件,连续自动化加工时间长,人的能动作用要求少。 立卧复合加工中心型号有推荐的吗?南京定制立卧复合加工中心价格
立卧复合加工中心
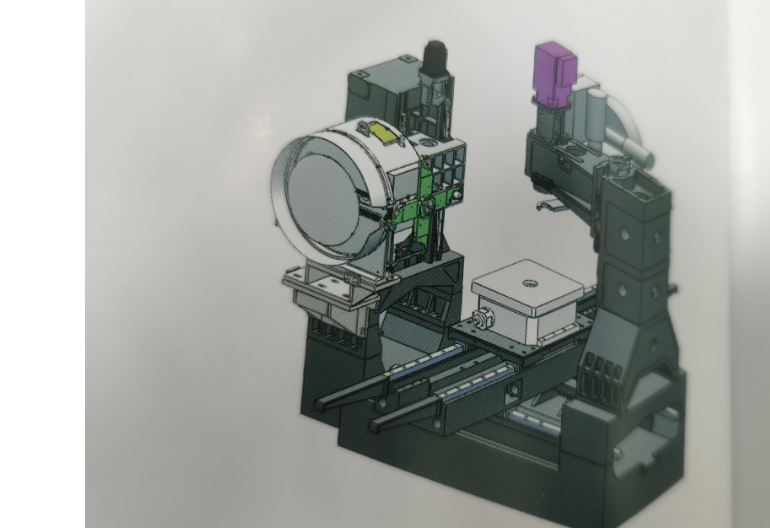
工作台的立卧复合加工中心,包括底座,所述底座为T型结构,所述底座上设有相互平行的前面Z轴导轨和第二Z轴导轨,所述前面Z轴导轨上滑动设有前面数控转台,所述第二Z轴导轨上滑动设有第二数控转台,所述前面数控转台和第二数控转台上分别设有前面工作台和第二工作台,所述底座上设有HX轴导轨,所述HX轴导轨的放置方向垂直于前面Z轴导轨的方向,所述HX轴导轨上设有卧立柱,所述卧立柱上设有HY轴导轨,所述HY轴导轨上设有卧主轴箱,所述卧主轴箱沿卧立柱上下滑动,所述卧主轴箱上设有安装刀具的卧主轴,所述底座上远离卧立柱的一端设有龙门架,所述龙门架上设有VX轴导轨,所述VX轴导轨平行于HX轴导轨,所述VX轴导轨上滑动设有滑座,所述滑座上设有立主轴箱,所述立主轴箱上靠近滑座的一侧设有VY轴导轨,所述立主轴箱沿滑座上下移动,所述立主轴箱上设有安装刀具的立主轴。 无锡推荐立卧复合加工中心联系人江苏立卧复合加工中心价格。
复合加工工艺要点总结
•防止加工中出现干涉
由于车铣复合加工中心增加了铣削加工时的主轴刀具回转功能,使其不同于原来车床的滑枕加刀夹结构,显得较为庞大。在加工零件时,必须要考虑是否会与零件、夹具、机床工作台(或转盘)产生干涉与碰撞。解决的方法是,应用几何虚拟仿真技术,虚拟仿真软件环境建立零件、夹具、机床工作台(或转盘)和机床铣削主轴准确的三维数据模型,运行数控加工程序,检查刀具轨迹是否过切,判断铣削主轴是否与零件、夹具以及工作台干涉,并根据干涉具体情况采取有效措施予以调整,通过加长刀具刀杆的长度,加高夹具的高度,使铣削主轴有足够的运动行程空间。
能够实现一次装夹加工上面和侧面,虽然可以采用自动装卸侧铣头的方式,但侧面的不同方向都要加工时,又要求侧铣头必须能够自动转换角度,这样的机型价格非常昂贵,同时由于结构上的原因,换刀、拆装侧铣头以及侧铣头转角都很慢,需要消耗大量时间,严重影响加工效率。
双动柱型由于立卧两套主轴箱都要在各自的立柱上垂直移动,同时两个立柱也都需要前后或左右移动,该方案两个立柱下面都有十字滑台,因此稳定性欠佳,占地面积很大,制造成本高。 立卧复合加工中心视频。

采用技术方案后和现有技术相比所具有的优点是:包括旋转传送装置、拆装工位、卧式加工工位及立式加工工位,拆装工位、卧式加工工位及立式加工工位上分别可拆卸式地安装有加工平台,拆装工位上的加工平台用于安装和拆卸工件,卧式加工工位上的加工平台用于对工件进行横向加工,立式加工工位上的加工平台用于对工件进行纵向加工,拆装工位、卧式加工工位和立式加工工位可同时进行操作,互不影响。旋转传送装置用于对卧式加工工位、立式加工工位和拆装工位上的加工平台进行循环轮转,当工件需要同时进行横向和纵向加工时,先将工件安装在拆装工位上的加工平台上,安装完成后旋转传送装置将三个加工平台顺时针或逆时针轮转,工件首先轮转到横向加工工位上的加工平台上进行横向加工,然后再轮转到纵向加工工位上的加工平台进行纵向加工,由于本实用新型的拆装工位。 苏州立卧复合加工中心有什么优势?江苏销售立卧复合加工中心价格优惠
立卧复合加工中心怎么制作的?南京定制立卧复合加工中心价格
加工中心类型的选定需要考虑加工对象、加工工艺、加工范围和设备价格等因素,根据所选零件族(组)进行。卧式加工中心是指工作台与主轴设置为平行状态的加工中心,卧式加工中心通常拥有三个直线运动坐标轴加一个工作台回转轴。卧式加工中心选型要注意什么呢?如果您的加工工件具有以下特征,则应选择卧式加工中心:加工两面以上的零件或加工在四周呈径向辐射状排列的孔系、面,如箱体类、壳体类零件等,应选择卧式加工中心;被加工零件的位置精度要求较高,宜选用高精密卧式加工中心;零件在一次装夹中需要完成多面加工时,可选择立卧复合式五面加工中心。当然,上述各点也不是很的,一方面是由于加工中心正朝着复合化方向发展,另一方面选型时要综合考虑生产效率、加工工艺要求和设备资金等因素,要以性价比来衡量选型方案的合理性。总结一下就是:采购用户需要根据加工对象、加工工艺、加工范围等特征来确定是否使用卧式加工中心以及使用什么样的卧式加工中心。 南京定制立卧复合加工中心价格
苏州市益五机械科技有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下型材加工中心,摩擦焊,慢走丝,钻攻深受客户的喜爱。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于机械及行业设备行业的发展。益五机械秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。
与立卧复合加工中心相关的文章

提供立卧复合加工中心私人定做
- 扬州定制立卧复合加工中心哪个好 2026-04-09
- 供应立卧复合加工中心发展 2026-04-09
- 昆山大规模立卧复合加工中心制品价格 2026-04-07
- 上海咨询立卧复合加工中心设备制造 2026-04-07
- 供应立卧复合加工中心咨询 2026-04-06
- 无锡品质立卧复合加工中心哪家强 2026-04-06
- 扬州咨询立卧复合加工中心报价表 2026-04-06
- 提供立卧复合加工中心设备制造 2026-04-06
- 扬州定制立卧复合加工中心产品介绍 2026-04-05
- 苏州品质立卧复合加工中心规格尺寸 2026-04-05
- 无锡提供立卧复合加工中心简介 2026-04-05
- 太仓购买立卧复合加工中心设备销售 2026-04-05
与立卧复合加工中心相关的产品


与立卧复合加工中心相关的新闻
-
扬州什么是立卧复合加工中心 2026-04-04 20:00:32立式加工中心和卧式加工中心怎么区分?我们在市面上知道的加工中心分类为龙门加工中心、立式加工中心、卧式加工中心,而市面上很常见到的是立式加工中心,大家对卧式加工中心可能很少见到,对两种设备的区别可能有疑惑到底有什么区别,下面小编就简单给您描述下区别大致在哪里:一、结构上的不同立式和卧式很主...
-
苏州关于立卧复合加工中心价格 2026-04-04 00:10:54一种立卧复合多轴数控 加工中心,其采用立卧复合结构,一台机器即可对工件的横向和纵向位置进行加工,中途无 需停机拆卸,可节约拆装时间和加工效率,降低加工成本。该立卧复合多轴数控加工中心包 括卧式主轴和立式主轴,其存在的主要缺陷是,卧式主轴和立式主轴无法同时对工件进行 不同方向的加工,即卧式主轴工作...
-
上海质量立卧复合加工中心联系人 2026-04-02 23:00:58卧式加工中心是属于传统加工中心的一种,对应的是立式加工中心。卧式加工中心主轴与工作台平行,主要加工箱体类零件,只能做铣削加工,不能够做车加工。分为三轴、四轴、五轴等加工中心,它主要以大件加工为主,加工效率高,不过占地面积大,成本高。 车铣复合加工中心是属于复合机床的一种。目前国际上有很多种...
-
苏州品质立卧复合加工中心私人定做 2026-04-02 23:00:58近年来核电、风力发电,铁路等行业的迅速发展,大型结构件加工效率和加工精度成为制约行业的瓶颈,而大型的立卧转换五面加工中心,能够保证工件一次装夹后,加工除底面外的五个面,兼有立式加工中心和卧式加工中心功能,加工过程能够保证工件位置公差、加工精度,满足及适用于箱体类复杂加工、大型回转体类零件...
与立卧复合加工中心相关的问题
新闻资讯
产品推荐
-

汕头钻攻中心货源充足
2026-05-16 -

邵阳质量慢走丝
2026-05-16 -

**钻攻中心价格比较
2026-05-16 -

口碑好慢走丝货源充足
2026-05-16 -
佛山小型慢走丝
2026-05-16 -

广州**钻攻中心
2026-05-16 -

芜湖慢走丝设备价格
2026-05-16 -

安阳慢走丝上门服务
2026-05-16 -

进口慢走丝设备现货
2026-05-16