- 品牌
- 无锡欧驰
- 型号
- 200mm
- 产地
- 浙江-无锡
- 可售卖地
- 中国
- 是否定制
- 是
- 配送方式
- 物流/快递
磨抛耗材,抛光布特点材质多样抛光布的材质有丝绸、人造纤维等多种选择。丝绸抛光布质地柔软细腻,对样品表面的损伤小,适用于要求较高的金相样品抛光,能够使样品表面达到很高的光洁度。人造纤维抛光布则具有较好的耐磨性和耐用性,在长期的抛光操作中能够保持稳定的性能,适合批量样品的抛光。结构疏松有孔隙抛光布的结构一般比较疏松,有许多微小的孔隙。这些孔隙在抛光过程中有重要作用,当抛光液涂抹在抛光布上时,抛光液能够存储在孔隙中,并且在抛光时可以持续地供给到样品表面,保证抛光过程的润滑和磨料的有效作用。同时,孔隙结构也有助于去除样品表面的微小碎屑和杂质。在珠宝加工中,磨抛耗材要求极高,细微的钻石粉能打造出璀璨光泽。江苏氧化铝抛光液磨抛耗材制样设备厂家

磨抛耗材,抛光布和抛光液(或抛光膏)将抛光布平整地安装在抛光机的抛光盘上,若使用带背胶的抛光布,直接粘贴即可;若为磁性背衬抛光布,将其吸附在抛光盘上。根据试样材料和抛光要求选择合适的抛光液或抛光膏。将抛光液滴在抛光布上,或在抛光布上涂抹适量的抛光膏。启动抛光机,调整抛光速度和压力,一般抛光速度在 100 - 500 转 / 分钟,压力不宜过大,以避免试样表面产生变形或损伤。手持试样,使试样表面与抛光布轻轻接触,进行抛光操作,抛光过程中要不断移动试样,确保整个表面都能得到均匀抛光,同时根据需要适时添加抛光液或抛光膏。广东特氟龙防粘盘磨抛耗材经济实用磨抛耗材,粒度均匀的、碳化硅磨粒为磨料,采用静电植砂工艺制造 磨粒分布均匀、磨削锋利、经久耐用的特点。

磨抛耗材,金相砂纸,在换砂纸时,确认磨痕是否清理;确保研磨面为同一平面,不可磨成锥面或多面。自动研磨将试样对称平均放置在样品夹具中。将样品夹具的边缘和研磨盘的边缘相切。自动研磨时使冷却水流在距离底盘中心1/3处。当金刚石研磨盘磨损至基体金属时应当更换。自动研磨时的推荐压力一般为4-6 N/c㎡ , 针对不同直径,压力如下表。易碎、易脱落、易分层试样(硅片、陶瓷涂层、氧化物涂层、金属粉末等)从尽可能细的砂纸开始研磨;保证涂层始终朝向基体受压;自动研磨使用较小的力,同向旋转;
磨抛耗材,金相耗材在金相分析试样制备过程中具有重要作用切割耗材切割片:用于将原材料切割成适合金相分析的试样尺寸和形状。不同类型的切割片适用于不同材料,例如砂轮切割片可用于普通金属材料,金刚石切割片则更适合高硬度材料,如硬质合金、陶瓷等。切割冷却润滑液:在切割过程中,能有效降低切割区域的温度,防止试样因过热而发生内部组织变化,同时减少金相切割片与试样之间的摩擦,提高切割效率和质量,延长切金相割片的使用寿命。磨抛耗材,镶嵌用样品夹多样的型号,为不同行业金相制样提供适配工具。

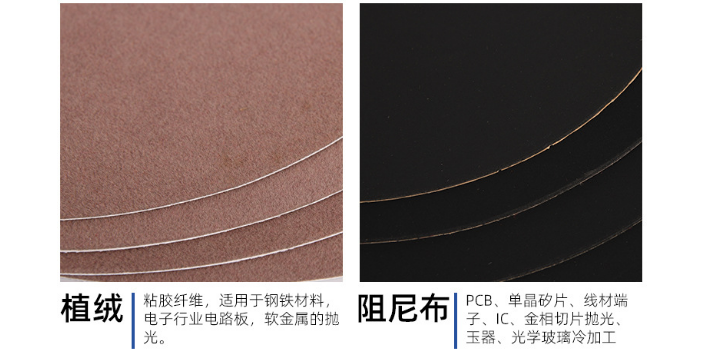
磨抛耗材,金相砂纸:以精选的、粒度均匀的、磨削效果好的碳化硅磨粒为磨料,采用静电植砂工艺制造,具有磨粒分布均匀、磨削锋利、经久耐用的特点。如美国 QMAXIS 的碳化硅砂纸,纸基韧性强,耐磨损,不易撕裂,平整度高,不卷曲,耐水性好,去除率高,使用寿命长,可迅速去除材料表面层和变形层,很好缩短后续试样制备时间。抛光布:由各种品质的抛光织物制成,有编织布、无纺布、植绒布、耐化学腐蚀合成材料等,无绒、短绒和长绒等不同编织属性,背衬有带背胶和磁性背衬两种,更换方便,能提高制样效率,表面平整,为品质的抛光效果奠定基础。针对不同材料和抛光阶段,可以选择不同编织属性的抛光布,配合不同磨料、粒径的抛光液或抛光膏,达到不同工艺阶段的表面效果。磨抛耗材,抛光冷却润滑液它可以减少磨抛颗粒与试样表面之间的摩擦力,使磨抛过程更加顺畅。江苏氧化铝抛光液磨抛耗材制样设备厂家
磨抛耗材,金相砂纸粒度多样,满足不同金相研磨精度的要求。江苏氧化铝抛光液磨抛耗材制样设备厂家
磨抛耗材,发展也离不开技术创新。随着新材料、新工艺的不断涌现,磨抛耗材也需要不断创新和改进,以适应新的加工需求。例如,在航空航天、半导体等领域,对材料的加工精度和表面质量要求非常高,需要开发新型的磨抛耗材和工艺来满足这些需求。同时,随着自动化技术的发展,也需要开发智能化的磨抛设备和耗材,提高加工效率和质量。在使用磨抛耗材进行加工时,还需要注意安全问题。磨抛过程中会产生大量的粉尘和噪音,对人体健康造成危害。因此,要采取有效的防护措施,如佩戴防尘口罩、耳塞等。同时,要定期对加工设备进行维护和保养,确保其安全运行。在操作过程中,要严格遵守操作规程,避免发生安全事故。江苏氧化铝抛光液磨抛耗材制样设备厂家
磨抛耗材,抛光布质地柔软,有良好的弹性和吸水性。在抛光过程中,它可以配合抛光液使用,能有效去除金相样品表面细微的划痕和变形层。不同材质的抛光布(如丝绸、人造纤维等)适用于不同的样品和抛光要求,丝绸材质的抛光布常用于高精度的镜面抛光。研磨膏是一种含有磨料的膏体,磨料的硬度较高,颗粒细小。它能对金相样品表面进行精细研磨,提高表面质量,使样品在显微镜下观察时能更清晰地呈现其组织结构。研磨膏通常用于末了的精细研磨和抛光步骤之间,增强抛光效果。电子设备外壳的加工,磨抛耗材保障外观精致且无划伤。浙江特氟龙防粘盘磨抛耗材生产厂家磨抛技术,耗材知识是非常重要的。可以通过参加培训、阅读专业书籍和杂志、与同行交流...
- 安徽金相抛光织物磨抛耗材品牌好 2026-01-11
- 安徽氧化铝抛光液磨抛耗材多少钱一台 2026-01-11
- 杭州金相抛光植绒布磨抛耗材厂家批发 2026-01-11
- 河北金相抛光润滑冷却液磨抛耗材制样设备厂家 2026-01-11
- 昆山金相抛光织物磨抛耗材源头厂家 2026-01-11
- 北京金相悬浮液磨抛耗材厂家批发 2026-01-11
- 上海金相抛光真丝丝绒布磨抛耗材按钮操作 2026-01-11
- 无锡磁性盘磨抛耗材源头厂家 2026-01-11
- 河北金相抛光尼龙布磨抛耗材品牌好 2026-01-11
- 苏州金相抛光织物磨抛耗材厂家批发 2026-01-11

- 河南金相抛光真丝丝绒布磨抛耗材性价比高 2026-01-10
- 江西金相抛光帆布磨抛耗材制样设备厂家 2026-01-10
- 重庆金相抛光尼布磨抛耗材经济实用 2026-01-10
- 湖州金刚石抛光液磨抛耗材性价比高 2026-01-10
- 金相抛光植绒布磨抛耗材价格多少 2026-01-10
- 浙江金相抛光阻尼布磨抛耗材按钮操作 2026-01-10

- 昆山金相抛光织物磨抛耗材源头厂家 01-11
- 北京金相悬浮液磨抛耗材厂家批发 01-11
- 上海金相抛光真丝丝绒布磨抛耗材按钮操作 01-11
- 无锡磁性盘磨抛耗材源头厂家 01-11
- 上海无网金相切割片经济实惠 01-11
- 河北金相抛光尼龙布磨抛耗材品牌好 01-11
- 苏州金相抛光织物磨抛耗材厂家批发 01-11
- 湖州金相抛光尼布磨抛耗材厂家 01-11
- 苏州进口乳胶砂纸磨抛耗材品牌好 01-10
- 苏州金相抛光植绒布磨抛耗材经济实用 01-10