购买全自动影像测量仪的过程中应该注意哪些问题呢?CCD传感器对图像测量仪的测量至关重要。在购买过程中,首先要确认设备的CCD,明确CCD的品牌和像素。2.了解更多关于全自动影像测量仪的软件。软件系统对设备批量测量有重要影响,软件功能满足测量要求也很重要。3.是光源照明系统。全自动影像测量仪采用光学测量方法。光源照明对实际使用和测量精度有重要影响,因此有必要对光源照明系统进行详细的了解和比较。关于茂鑫影像测量仪解析茂鑫影像测量仪用于测量二维平面尺寸,广泛应用在各种不同的精密产业中。其主要用于在卡尺、角度尺很难测量到或根本测量不到的但在装配中起着重要的零部件尺寸、角度等,还可用于对某些零部件的图片进行照片用于分析不良原因,下面,我们来盘点一下它的优势和使用方法。影像测量仪可以平面度检测:通过激光测头来检测工件平面度;泰州影像测量仪调试

如何鉴定二次元影像测量仪质量?在对二次元影像测量仪的质量进行鉴别时,我们可以从以下三个方面来进行:1)要看仪器的影像画片是否清楚,黑白交界处是否清晰。2)用手稍微在机台旁边做震动动作,看看仪器的光栅尺数据会是多少,跑到的数据越大越不好,好的仪器在受较小震动后,跑一段数据后会归回到原来起点数据的。3)一定要看仪器的重复性好不好,这是决定这种精密仪器质量关键之一,各位朋友在选取购时一定要求销售商对同一产品部位的尺寸多次量测,而且还要用不同的方法量测,看的数据结果差多少。质量好的仪器,数据重复性肯定好,如果质量不好,测量100次可能就有100个不同数据。影像测量仪鼠标点到达A、B中两点的位置后,通过构建距离即可得到结果。淮北影像测量仪信息茂鑫-影像测量仪-行业经验丰富-品质有保障。

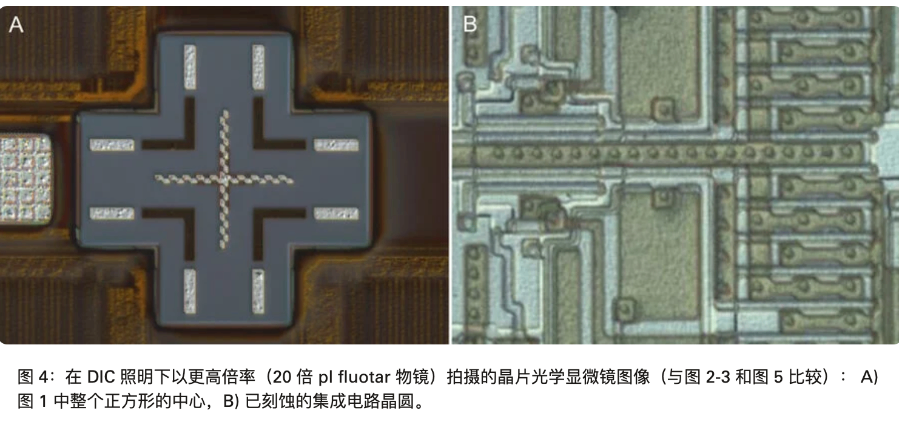
茂鑫影像测量仪的优点性1、影像测量仪摄像镜头变大倍数可从20几倍调至180几倍等,假如投影仪想改变大倍数却要一个一个摄像镜头去换且要买许多的摄像镜头2、可把影像输出到电子计算机选用手机软件测绘工程存盘。可开展照相、复印、储存。3、可检验被测物块的上表层的埋孔、管沟等规格。可清晰地见到产品工件表层上图像和色调。4、投影仪能够测量的产品工件影像仪所有能够测,但影像仪能够测量的产品工件投影仪大多数不能测。5:全自动款的还能够完成程序编写全自动跑程序流程测量。
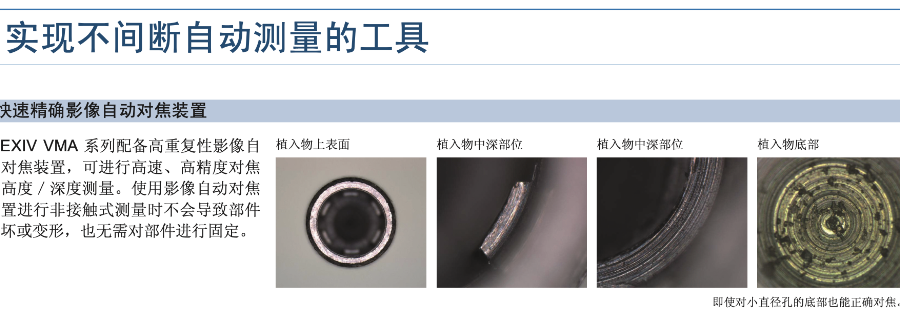
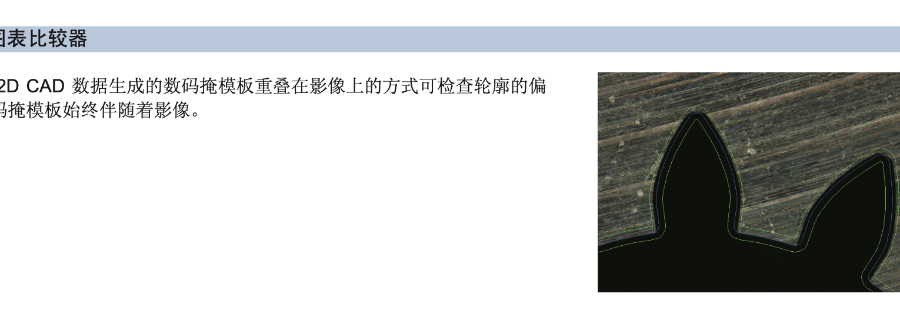
全自动影像测量仪它可解决印刷电路板(PCB)的外观尺寸测量问题,同时具有2D精密测量。它还具有高速与精细的特性,可在单一机台上执行多种功能,减少重复购置机台的话费与使用空空间的浪费。SOV系列它为泛用型3D精密测量及程序编辑系统。测量对象可为PCB板、底片或其他具有2D特性的物件。他可以测量物体上圆(弧)心、半径、线宽、夹角、距离、交点;亦具有批次自动测量及程序编辑功能;系统内含基本影像处理功能,如去毛边、找中心线等;除此之外,它还具有统计分析、自动对焦、自动检测等功能。SOV系列产品它的检测软件是在Windows环境下开发的,拥有遍及、绘图、影像显示等功能,系统操作简易灵活。1、仪器应放在清洁干燥的室内(室温20℃±5℃,湿度低于60%),避免光学零件表面污损、金属零件生锈、尘埃杂物落入运动导轨,影响仪器性能。2、仪器使用完毕,工作面应随时擦拭干净,再罩上防尘套。3、仪器的传动机构及运动导轨、应定期上润滑油,使机构运动顺畅,保持良好的使用状态。4、工作台玻璃及油漆表面脏了,可以用中性清洁剂与清水擦拭干净。绝不能用有机溶剂擦拭油漆表面,否则,会使油漆表面失去光泽。影像检测仪厂家-上海茂鑫为用户提供足够灵活和精度的检测方案。

如何提高角度测量精度,一直以来是二维测量仪器难以攻克的难关。现在市场上流行的二维测量仪器关于角度测量的方法基本有两种,一种是切线法,一种是采点计算法。切线法是指人工旋转屏幕上或者镜头内刻线,分别对准工件两条边线,通过编码器或者圆光栅计数来测量角度的方法。这种方法又分为两种,投影切线法,如投影仪,工具显微镜等,和影像切线法,如影像仪,带视频功能的工具显微镜,依靠软件自带的米字线旋转测量。切线法操作方便简单,但是测量精读低,适合快速批量检测,如果被测件角度精读要求较高,用另一种方法,采点计算法就比较适合了。所有的几何元素都是有点组成的,包括基本元素直线,曲线和圆弧。二维平面角度由基本几何元素两条直线组成,直线由无数的点组成。所以角度测量准确与否,采点是关键的。影像测量仪可以坐标平移和坐标摆正,提高测量效率;六安影像测量仪批发
[茂鑫]全自动影像测量仪,一键完成测量,消除人为误差,宽型座标台可测量大型目标物。泰州影像测量仪调试
角度测量技巧一:直线采集尽量长。影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在~28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。如图1所示,理论角度为30度,采点偏差,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会大大减小。角度测量技巧二:回归直线偏差小。有很多检测人员反应,在测量角度时,重复精度很差,同一个人同样的方法,两次测量重复误差达到。很多影像测量软件,包括三坐标测量软件,直线采集都是默认为两点。对于一些比较规则,直线性较好的零件来说,不会引起太大误差,但对于直线性不好,毛刺较多的零件来说,两点采集直线的方法会带来很大的误差,且重复精度很差,这样的直线构成的角度,多次测量的重复性肯定不会好了。如果我们使用多点寻回归直线的方法来确定角度的两边。泰州影像测量仪调试