动态运行验证:对比热态振动与对中偏差趋势设备轴系对中偏差会直接反映在振动数据中,可通过振动监测间接验证热补偿效果:振动数据对比在未启用热补偿模式时,记录设备热态运行时的振动值(重点关注径向振动速度≤),标记因热变形导致的振动异常频段(如2倍转频振动超标)。启用SYNERGYS热补偿模式,按其...
泵轴热补偿对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER,SYNERGYS
- 型号
- 爱司500
- 类型
- 气体检漏仪
- 电源
- 220
- 加工定制
- 是
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
泵轴热补偿对中仪企业商机
双激光束实时监测与数字倾角仪修正双激光束技术:通过同步发射两束激光,实时监测轴在垂直方向的位移变化,可捕捉。例如,某冶金立式泵在启动升温过程中,轴因热膨胀向上位移,系统通过双激光束数据自动修正对中基准,确保热态对中精度。数字倾角仪:内置°精度的倾角仪,可实时监测设备安装基面的倾斜度。若立式泵底座因热变形产生°倾斜,系统会自动修正测量基准,避免因安装不水平导致的±。3.自动垫片计算与软脚诊断针对立式泵常见的“软脚”问题(地脚支撑不均导致的热变形),ASHOOTER+的软脚检查功能可通过振动信号与激光数据联动分析,精细定位松动地脚。例如,某电厂立式冷凝泵在运行中因地脚螺栓松动引发热态对中偏差,系统通过振动频谱(1X频率幅值升高)与激光测量(径向偏差)双重验证,快速定位问题地脚并生成垫片调整方案(需增加),使对中偏差恢复至±。 汉吉龙 AS泵轴热膨胀智能对中仪自动计算补偿值,操作零门槛。红外泵轴热补偿对中仪连接
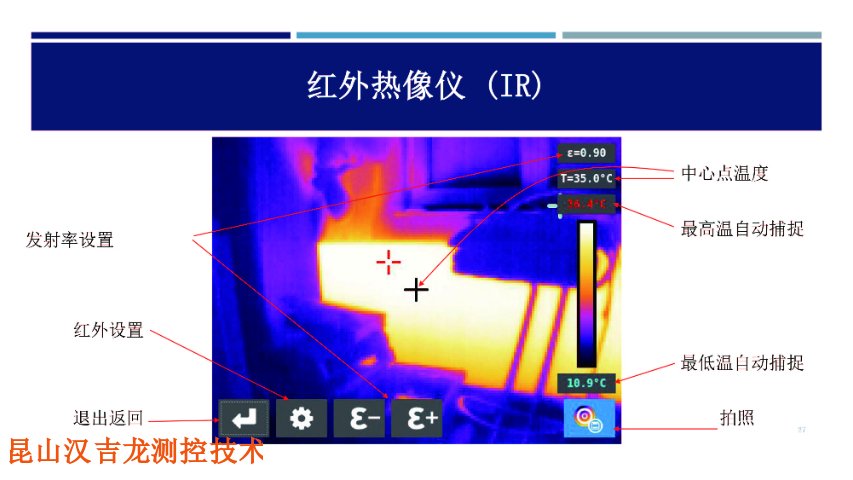
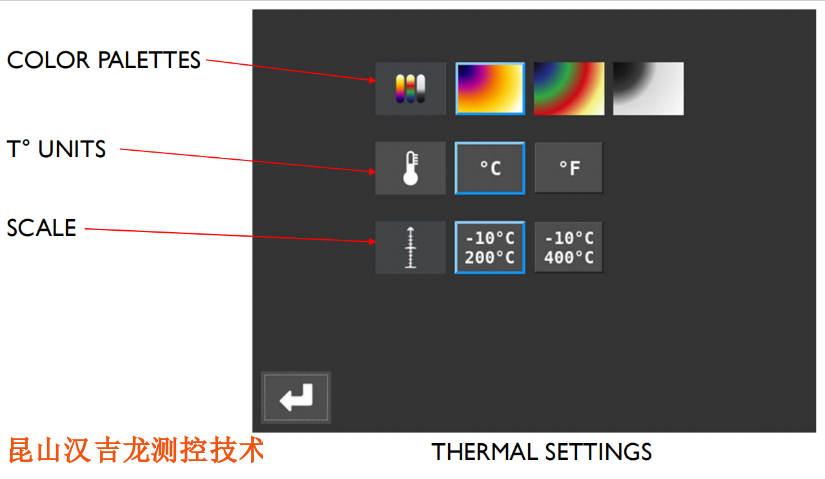
AS热膨胀智能对中仪有多个型号,以下是一些常见的型号及其特点:AS500激光精密对中校正仪:采用法国原厂激光传感技术,测量精度达±,角度测量精度为±°。集成了ICP/IEPE磁吸式加速度计,可同步采集振动速度、加速度及CREST因子等参数,拥有。还集成了红外热像仪,热灵敏度<50mK,测温范围在-10℃-400℃。通过双激光束实时监测设备热膨胀,自动修正冷态对中数据,热态偏差≤±。ASHOOTER激光轴对中仪:采用635-670nm半导体激光发射器与30mm高分辨率CCD探测器,测量精度达±。ASHOOTER+激光轴对中仪:是ASHOOTER的升级型号,可选配内置材质数据库,支持输入钢、铸铁等20多种材料的热膨胀系数,自动计算热态对中补偿值。AS100激光对中仪:价格相对较低,约为AS500的1/3,适合预算有限但需基础诊断功能的企业。具有激光对中以及基础振动分析功能,适应普通工业环境。 基础款泵轴热补偿对中仪使用方法泵轴热补偿对中防漏仪:减少因热偏差导致的密封件泄漏危险。

ASHOOTER热补偿模型:匹配设备实际热变形规律材质参数的准确性需根据设备轴系、壳体的实际材质输入热膨胀系数(如泵轴为42CrMo时α=12.5×10⁻⁶/℃,电机壳为灰铸铁时α=10.8×10⁻⁶/℃),避免默认参数与实际不符导致补偿偏差(误差>5%时需手动校准)。对于复合材料部件(如衬塑泵壳),需通过实测获取热变形数据(可在停机升温过程中分段记录温度与偏差关系),自定义补偿曲线。分段补偿区间的合理性针对温度梯度大的设备(如高温泵进口端与出口端温差>50℃),需采用分段补偿模式,每段温度区间不宜过大(建议≤20℃),避免因线性假设误差累积。多工况设备(如切换介质温度的反应釜泵)需预设多组补偿参数,通过工况识别自动切换(如绑定电机电流、介质流量信号触发参数切换)。
验证汉吉龙(HOJOLO)SYNERGYS热补偿对中仪模式的准确性,需要结合设备实际运行特性、数据对比分析、现场测试验证等多维度手段,确保其热补偿算法能真实反映设备在温度变化下的轴系对中偏差。以下是具体验证方法和关键步骤:一、基础校准:验证仪器硬件与冷态对中精度热补偿模式的准确性依赖于仪器本身的基础精度,需先排除硬件误差:冷态对中精度验证在设备停机、温度稳定(接近环境温度)的“冷态”下,使用SYNERGYS对中仪测量轴系对中数据(如径向偏差、角度偏差),并与高精度激光对中仪(如福禄克、普卢福)或机械对中工具(如百分表)的测量结果对比。要求冷态下的对中数据偏差≤(径向)或≤°(角度),确保仪器基础测量功能无硬件误差。温度传感器校准SYNERGYS热补偿模式依赖温度传感器采集设备关键部位(如电机壳体、泵壳、轴承座)的温度数据,需验证传感器精度:使用标准温度计(精度±℃)与仪器自带传感器在相同位置、相同工况下同步测量温度,对比偏差是否≤1℃(工业对中场景允许误差范围);检查传感器安装是否贴合设备表面(避免空气间隙导致的测温滞后),确保温度采集真实反映设备实际温升。 汉吉龙SYNERGYS多规格泵轴热补偿对中仪:适配不同型号泵组,通用性强。

源数据实时采集与同步温度场动态监测设备关键部位(如泵壳、轴承座、电机端盖)部署高精度温度传感器网络(如薄膜NTC热敏电阻,精度±℃,响应时间<5ms),形成分布式温度监测矩阵。传感器间距根据设备热传导特性设置(通常≤1米),覆盖热源(如机械密封、齿轮箱)和热敏感区域(如长轴中间段)。轴系几何参数测量采用双激光束+30mmCCD探测器技术,实时捕捉联轴器的径向偏差(平行度)和角度偏差(张口量),分辨率达。激光发射器与接收器通过无线模块同步数据,消除线缆干扰,支持复杂结构中的灵活安装。ASHOOTER振动与热成像辅助集成ICP磁吸式振动传感器(频率范围1Hz~14kHz)和FLIRLepton160×120像素红外热像仪,同步采集振动频谱(识别不对中特征频率)和温度分布云图(定位局部过热区域),形成“几何偏差+热状态+动力学特性”的三维数据体系。 如何保证AS热膨胀智能对中仪的测量精度?工业泵轴热补偿对中仪技术参数
HOJOLO-SYNERGYS分段温度补偿模式适用于哪些类型的设备?红外泵轴热补偿对中仪连接
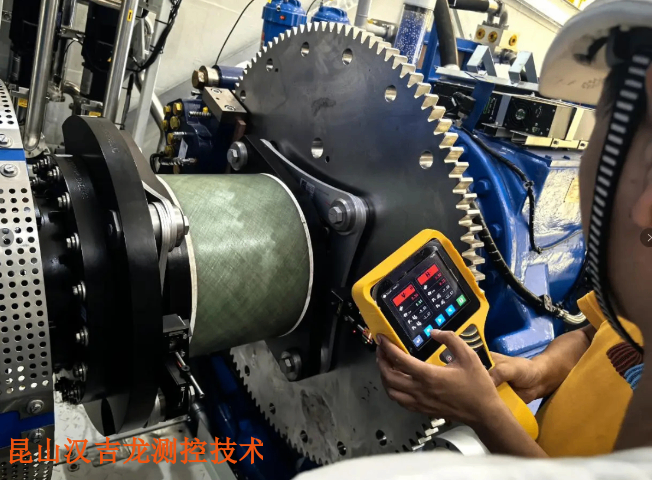
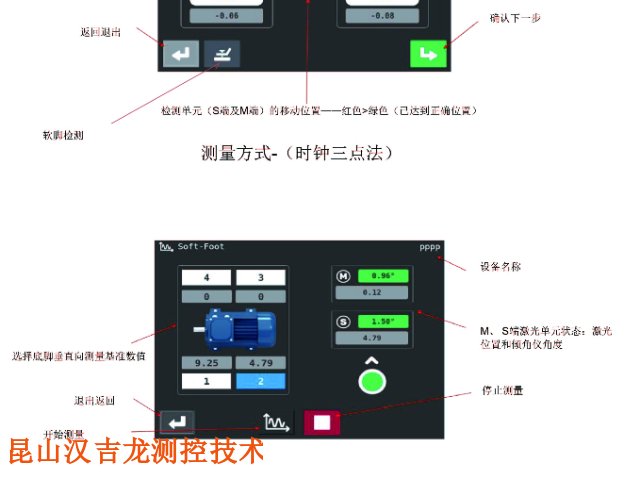
AS热膨胀智能对中仪的操作界面易于学习和使用,主要体现在以下几个方面:简洁的操作流程:采用“尺寸-测量-结果”的三步法对中模式,结合无线蓝牙数字传感器与,无需复杂培训即可快速完成轴对中。在自动模式下,系统还能智能匹配比较好测量方案,效率提升70%以上。直观的界面显示:,可通过绿、黄、红三色直观标记轴同心度偏差范围,操作人员能够清晰掌握设备状态。此外,系统配备右/左三维视图及翻转功能,通过可视化3D界面能更直观地展示对中状态,方便操作人员快速定位问题。图标化引导:ASHOOTER+等型号采用图标化界面,整机重量*109g(不含配件),支持单手便携操作。触控屏采用图形化引导,如红/黄/绿三色对中状态指示等,无需专业培训即可进行基础操作。丰富的功能集成与便捷操作:操作界面支持手动/自动双模式,实时显示传感器电量与蓝牙连接状态,内置1000个文件存储容量,还支持USB导出报告,方便用户进行数据管理和分析。 红外泵轴热补偿对中仪连接
与泵轴热补偿对中仪相关的文章
S和M泵轴热补偿对中仪保修
- 多功能泵轴热补偿对中仪演示 2026-03-04
- 多功能泵轴热补偿对中仪定制 2026-03-03
- 工业泵轴热补偿对中仪装置 2026-03-01
- 10米泵轴热补偿对中仪工作原理 2026-03-01
- 振动泵轴热补偿对中仪哪里买 2026-02-27
- 电机泵轴热补偿对中仪工作原理 2026-02-26
- 常见泵轴热补偿对中仪用途 2026-02-13
- HOJOLO泵轴热补偿对中仪使用方法 2026-02-13
- CCD泵轴热补偿对中仪厂家 2026-02-06
- 昆山泵轴热补偿对中仪操作步骤 2026-02-05
- AS500泵轴热补偿对中仪保养 2026-02-05
- 瑞典泵轴热补偿对中仪制造商 2026-02-05
与泵轴热补偿对中仪相关的产品



与泵轴热补偿对中仪相关的新闻
-
多功能泵轴热补偿对中仪使用视频 2026-02-01 19:03:45源数据实时采集与同步温度场动态监测设备关键部位(如泵壳、轴承座、电机端盖)部署高精度温度传感器网络(如薄膜NTC热敏电阻,精度±℃,响应时间<5ms),形成分布式温度监测矩阵。传感器间距根据设备热传导特性设置(通常≤1米),覆盖热源(如机械密封、齿轮箱)和热敏感区域(如长轴中间段)。轴系...
-
新一代泵轴热补偿对中仪定制 2026-02-01 16:04:07AS热膨胀智能对中仪适用于多种工业设备和场景,具体如下:适用的设备类型泵类设备:如工业泵、高温泵等,AS热膨胀智能对中仪可确保其在运行过程中,因热膨胀导致的轴系偏移得到精确补偿,维持轴系的良好对中状态,减少设备故障和磨损。电机:电机在运行时会产生热量,导致轴的热膨胀,该对中仪能帮助电机在...
-
synergys泵轴热补偿对中仪怎么样 2026-01-31 10:02:38重复性与稳定性验证:排除偶然误差热补偿模式的准确性需通过多次测试验证稳定性,避**次数据的偶然性:重复性测试在相同环境温度、相同运行负荷下,重复3~5次“冷态调整→热态运行→数据记录”流程,对比每次SYNERGYS预测的热补偿量和实际热态对中偏差。要求多次测试的热补偿量偏差≤0.01mm/m(径向)...
-
HOJOLO泵轴热补偿对中仪怎么样 2026-01-30 04:03:27除了精度和可视化热补偿过程,AS热膨胀智能对中仪还具有以下特点:多技术融合集成:AS热膨胀智能对中仪将激光对中、振动分析、红外热成像三大技术深度集成。激光对中可实现微米级精度的几何定位测量;振动分析模块能通过ICP/IEPE磁吸式加速度计,精细采集振动速度、加速度及CREST因子等关键参...
与泵轴热补偿对中仪相关的问题
新闻资讯
产品推荐
-

马达激光轴校准仪贴牌
2026-03-13 -

工厂轴找正仪现状
2026-03-13 -

教学轴找正仪厂家排名
2026-03-13 -

专业激光对中仪器多少钱
2026-03-13 -
广东教学轴找正仪
2026-03-13 -
专业级激光对中仪器使用方法
2026-03-13 -

无锡激光对中仪定制
2026-03-13 -

10米激光对中仪器怎么样
2026-03-13 -

便宜激光对中仪器怎么样
2026-03-13