自动障碍物检测:为设备安全运行上“双保险”;双马水平打包机配备的框架运行自动检测障碍物装置,是保障设备与操作人员安全的重要设计。在机头下降或机架上升过程中,设备通过红外传感器或超声波探测器实时扫描运行路径。若检测到障碍物(如操作人员肢体、工具或异常堆放的货物),系统会立即发出声光报警,并自动停止当前动作,直至障碍物移除后才恢复运行。这一功能有效避免了传统设备因视觉盲区或操作疏忽导致的碰撞事故,保护了设备的机械结构不受损坏,也降低了人员受伤风险。尤其在忙碌的生产车间,操作人员流动性大,货物堆放复杂,自动障碍物检测功能让设备具备了“自我保护意识”,使机器使用更安全、可靠,符合现代工业安全规范。 框架自动避障,水平打包机运行更安全,防碰撞损伤设备;江苏水平打包机解决方案

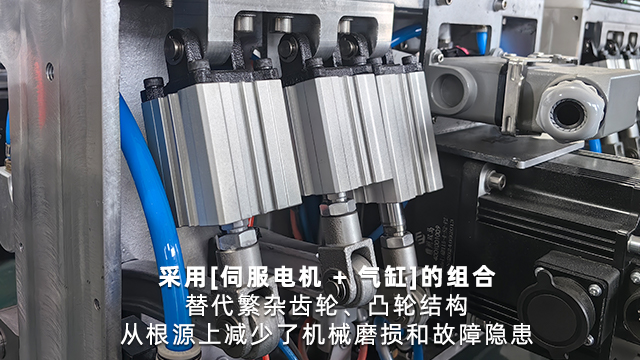
多班次连续作业:满足高产能需求的“耐力担当”;双马水平打包机专为多班次连续作业设计,具备强大的耐力与稳定性,满足高产能企业的生产需求。设备采用重型机架结构,承重能力强,长期高频率作业不变形;伺服电机与气缸经过强化设计,散热性能优异,可连续24小时满负荷运行无衰减;电气系统配备过载保护,避免长时间作业导致的元件损坏。在某建材企业的三班制生产中,设备日均运行20小时以上,每月打包货物超1万托,运行参数稳定,故障率低于0.5次/月。这种高耐力性能让设备能胜任高产能场景,成为企业提升产量的可靠支撑。 水平打包机案例锂电行业选水平打包机,禁铜锌设计,符防爆要求;
抗潮湿性能:潮湿环境下的“稳定运行者”;双马水平打包机具备优异的抗潮湿性能,能在高湿度(60%以上)环境中稳定运行,适配食品加工、水产仓储等潮湿场景。设备机身采用防腐蚀钢材,关键部件表面喷涂纳米防潮涂层,防止水汽锈蚀;电气接口采用密封设计,配备防潮加热模块,在湿度超标时自动启动,保持内部干燥。在水产仓库的应用中,设备长期暴露在潮湿空气中,运行一年后仍无明显锈蚀,电气系统工作正常;在食品清洗车间附近使用时,即使偶尔溅水也不影响设备性能。这种抗潮湿设计拓展了设备的应用范围,确保在潮湿环境下的打包效率与安全性,减少因环境因素导致的设备故障。
灵活适配场景:单机与自动化生产线的“全能选手”;双马水平打包机具备极强的场景适配性,既能单机作业,又能无缝融入自动化包装生产线,满足不同规模企业的需求。对于中小型企业或生产批次灵活的场景,单机模式操作简便,只需人工将货物送至打包位置,设备即可自动完成打包流程,无需复杂的配套设施。而在大型工厂的自动化生产线中,设备可通过标准化接口与AGV、输送线、码垛机器人等设备联动,实现“货物输送—定位—打包—转运”的全流程无人化。例如,在光伏组件生产线上,水平打包机可接收上游设备的信号,自动对接货物位置,完成打包后将信号反馈给下游输送系统,实现工序无缝衔接。这种灵活性让设备能随企业产能扩张或工艺升级而调整,提升了设备的复用价值。人机交互友好,水平打包机触摸屏操作,参数秒切换;

PLC控制系统:水平打包机稳定运行的“神经中枢”;双马水平打包机搭载的PLC控制系统,是确保设备稳定高效运行的主要技术支撑。相较于传统继电器控制,PLC控制系统具备更强的逻辑处理能力和抗干扰性,能准确协调各个部件的动作节奏。从机头下降、带子收紧到摩擦焊接,每个环节的时间节点、力度参数都由PLC预设程序准确控制,避免人工操作的误差。例如,在带子收紧阶段,PLC会根据货物类型自动调用对应拉力参数,确保既不会因拉力不足导致松动,也不会因拉力过大损坏货物。同时,PLC系统可实时监测设备运行状态,一旦发现异常立即触发保护机制,减少故障扩大风险。这种智能化控制让设备运行更稳定,故障率降低,尤其适合高频率连续作业的工业场景。 安全认证全,水平打包机合规生产,消政策风险;水平打包机案例
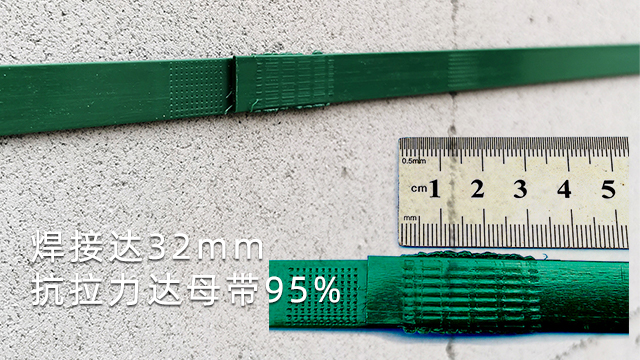
经长途测试,水平打包机捆扎货物颠簸不散捆;江苏水平打包机解决方案
安全认证齐全:合规生产的“通行证”;双马水平打包机通过多项国际与国内安全认证,为企业合规生产提供“通行证”,消除政策风险。设备通过ISO9001质量管理体系认证,确保生产过程规范;电气系统符合CE、UL等国际标准,可出口至欧美市场;机械安全符合GB/T23821-2009《机械安全防止上下肢触及危险区的安全距离》等国家标准,保障操作人员安全。在食品、医药等对合规性要求高的行业,设备通过了卫生安全认证;在防爆场景中,可提供ATEX防爆认证。这些认证让企业在使用设备时无需担心合规问题,尤其适合出口型企业或对安全标准要求严格的行业。 江苏水平打包机解决方案