水平打包机作为工业自动化包装领域的重心装备,其发展历程见证了工业技术的进步与企业生产需求的升级。从较初的机械半自动设备,到如今集成智能互联技术的全自动系统,水平打包机在效率、质量、适应性等方面实现了质的飞跃,为各行业的生产发展提供了有力的支撑。面对未来,随着智能化、绿色化、柔性化成为工业发展的主流趋势,水平打包机行业将迎来新的发展机遇和挑战。企业应抓住机遇,加大技术创新投入,提升设备的智能化水平和绿色节能性能,满足市场的多样化需求;同时,通过产业整合、国际化拓展等方式,提升行业的整体竞争力。对于使用企业而言,应根据自身需求,科学选购水平打包机,并加强设备的维护管理,充分发挥设备的效能,为企业的生产发展助力。水平打包机的远程监控模块支持通过手机APP实时查看设备运行数据与维护提醒。河南水平打包机
生产规模直接决定了水平打包机的自动化水平与效率要求。对于小批量、多品种生产的企业(如小型家具厂、五金厂),半自动机型是性价比更高的选择,其价格较低,且能够通过人工辅助适应不同类型的货物,每小时30-80件的打包效率已能满足需求。对于大规模流水线生产的企业(如家电制造厂、管材生产厂),则需选择全自动机型,实现与生产线的无缝对接,每小时80-200件的高效打包能力可确保生产线的顺畅运行。此外,企业还需考虑未来的产能扩张需求,选择具有一定升级空间的机型,例如,支持增加轨道长度、升级输送系统的机型,避免因产能提升导致设备提前淘汰。广东水平打包机维修水平打包机的低噪音设计(<65dB)使其成为纺织、电子等对环境要求较高车间的理想选择。

水平打包机的技术特性使其在多个关键行业中扮演着不可或缺的角色:建材与重工业:用于捆扎砖块、钢材、金属型材等。强大的拉紧力和牢固的接头是应对这类重型、高价值货物运输挑战的根本保障。化工与危化品:针对桶装涂料、原料等,设备可采用防爆电气配置和防腐蚀机身,在确保安全的同时,防止运输中因倾倒导致的泄漏事故。食品与生鲜冷链:通过精确控制拉紧力(如500-1000N),并可选配护角,防止压损纸箱和内部水果,满足“防压损”与“快周转”的双重要求。物流与仓储:对栈板(托盘)货物进行标准化、统一化的捆扎,是提升仓储空间利用率和自动化装卸效率的基础环节。新兴行业:例如,针对锂电池行业对铜锌元素的严格限制,可提供禁铜锌设计的特殊版本,满足其防爆与洁净车间的特殊要求。
在“双碳”政策的推动下,绿色节能将成为水平打包机的核心竞争力。未来的机型将采用更高效的节能电机与液压系统,能耗较现有机型降低30%以上;同时,设备的机身材料将更多采用轻量化、可回收的钢材,减少资源消耗。在耗材方面,设备将支持使用可降解打包带、再生打包带等环保材料,部分机型还将配备打包带回收装置,实现打包带的循环利用。此外,设备的噪音与废气排放将进一步降低,符合更严格的环保标准,为操作人员创造更健康的工作环境。水平打包机工作时,首先将物品放置在打包平台上,通过输送装置将物品输送到打包位置。

这一阶段是水平打包机的萌芽期,受限于当时的工业技术水平,设备主要以机械结构为主,自动化程度较低。20世纪50年代,随着全球工业生产的复苏,企业对物料包装的需求逐渐增加,传统的人工打包方式效率低下、劳动强度大,且打包质量参差不齐,无法满足规模化生产的需求。在此背景下,国外部分企业开始研发半自动打包设备,水平打包机雏形应运而生。这一阶段的水平打包机结构相对简单,主要由机架、手动送带机构、机械收紧装置和简易热熔机构组成。作业时,需要人工将打包带环绕物料,手动触发收紧按钮,设备通过机械杠杆或齿轮结构完成打包带的收紧,随后通过电加热片实现热熔粘合,***人工切断打包带。其优点是相较于人工打包,效率有了一定提升,打包张力更稳定;但缺点也十分明显,需要专人操作,每道工序之间衔接依赖人工,适用于小批量、低产能的生产场景。此时的设备主要依赖进口,国内相关技术尚处于空白状态,只有少数企业进行简单的仿制。支持定制化服务,可根据客户货物尺寸、重量等需求调整设备规格。海南水平打包机案例
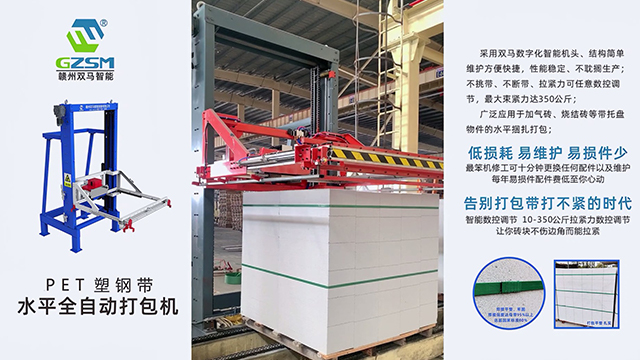
水平打包机采用全自动控制系统,可实现物品的横向捆扎,大幅提升包装效率。河南水平打包机
农业领域:农产品的收获、储存和运输也需要用到水平打包机。像粮食作物,如小麦、玉米等,经过晾晒后可以使用水平打包机进行打包,便于储存和销售;水果、蔬菜等生鲜农产品,为了保持新鲜度和减少损耗,可采用真空水平打包机进行包装,延长其货架期。此外,在畜牧业中,饲料、牧草等也可以使用水平打包机进行捆扎,方便搬运和喂养。商业零售:在商场、超市等商业零售场所,水平打包机常用于商品的促销包装和礼品包装。例如,将多个小件商品组合在一起进行打包销售,或者对***商品进行精美的包装,以吸引消费者的注意力,提高商品的附加值。同时,在商品的库存管理和补货过程中,水平打包机也能帮助企业快速地对商品进行整理和打包,提高工作效率。河南水平打包机