- 品牌
- 世展
- 型号
- 齐全
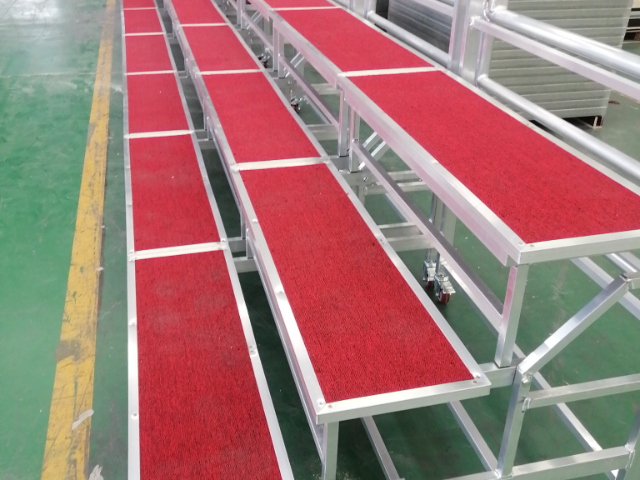
斜杆是雷亚架的抗侧力构件,通过交叉布置在立杆与横杆组成的框架中,增强整体结构的稳定性和抗倾覆能力。斜杆的设计与横杆类似,两端同样配备连接插头,可根据搭建需求选择不同长度的斜杆进行组合。在实际应用中,斜杆通常按照一定的间距对称布置,尤其在高空搭建或荷载较大的场景中,斜杆的密度会相应增加。部分斜杆还会采用可调节长度的设计,方便应对复杂地形或不规则搭建需求,进一步提升结构的适配性。进一步提升结构的适配性。模块化需求将增长,推动产品向标准化、系列化发展。长沙雷亚架

智能化与数字化是雷亚架行业的另一重要发展趋势。随着物联网、大数据等技术的不断进步,智能雷亚架将逐渐普及。通过在雷亚架构件上安装传感器,可实时采集结构的受力、变形、温度等数据,传输至后台管理系统,管理人员可通过手机或电脑实时监控雷亚架的运行状态,及时发现安全隐患并采取措施。此外,数字化设计技术如 BIM 技术的应用,可实现雷亚架搭建方案的三维建模和模拟分析,优化结构设计,提高搭建效率和安全性。智能化与数字化技术的应用,将推动雷亚架行业从传统制造业向智能制造业转型。新疆雷亚架多少钱一米跨界应用成为行业增长新引擎。

单托盘自重可降至10-15kg。挤压成型式工艺的优势在于生产效率高(单条生产线日产能可达500-800件)、材料利用率高(达95%以上)、产品轻量化效果***,适合电子、食品等对托盘重量敏感的行业。但其局限性在于难以制造复杂结构的托盘,承载能力相对有限(动态载荷通常不超过2吨)。4.冲压成型式工艺:薄板结构的高效制造方案冲压成型式工艺利用冲床与模具对铝合金薄板进行冲压、拉伸、弯曲等加工,形成托盘的面板与小型结构件,再通过焊接或组装制成完整托盘,市场占比约8%,主要适用于轻型托盘(动态载荷≤1吨)。其工艺流程如下:第一步:模具设计与调试。根据托盘面板的孔型(如菱形孔、方形孔)、结构形状设计冲压模具,模具需具备良好的耐磨性与导向精度,调试过程中需优化冲压间隙(通常为板厚的5%-10%),避免板材撕裂或起皱。第二步:薄板下料与冲压。采用数控冲床对铝合金薄板(厚度2-5mm)进行下料,随后进行冲孔、拉伸、折弯等冲压工序。数控冲床的加工精度可达±,支持多工位连续加工,日产能可达1000件以上。对于复杂形状的面板,可采用激光切割与冲压复合加工方式,兼顾精度与效率。第三步:成型与组装。将冲压成型的面板与支撑脚等部件进行装配。
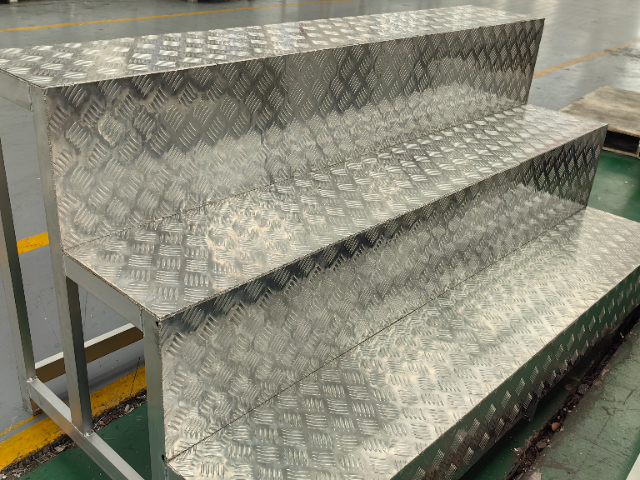
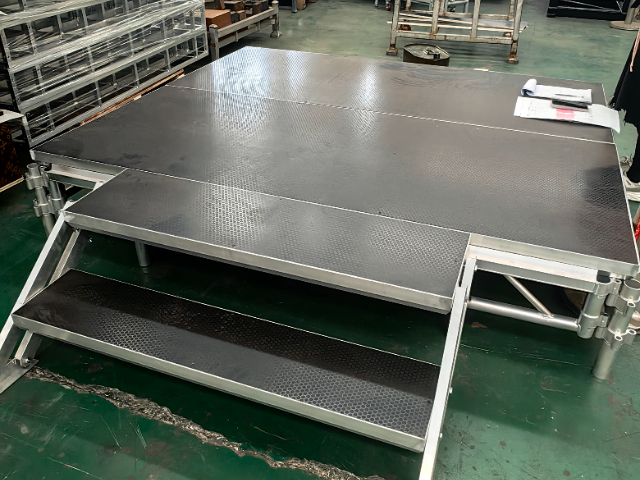
材料检查与验收是雷亚架安装前的重要准备工作,直接关系到结构的安全性能。施工团队需要对所有进场的构件进行***检查,包括立杆、横杆、斜杆、圆盘节点等**构件以及底座、顶托等辅助组件。检查内容主要包括构件的规格尺寸是否符合设计要求,表面是否存在锈蚀、变形、裂缝等缺陷,焊缝是否饱满无缺焊,连接插头和楔形销是否完好。对于钢材构件,还需要检查镀锌层是否均匀,有无脱落现象;对于铝合金构件,需检查阳极氧化层的质量。所有构件经检查合格后方可投入使用。对于模板支撑、舞台搭建等场景,需在顶托上方铺设面板材料,如木板、钢板等。
绿色环保是未来雷亚架行业的重要发展方向。随着国家对环保要求的不断提高,企业将更加注重产品的环保性能。在材质选择上,将更多地采用可回收、可再生的材料,减少对环境的污染;在生产工艺上,将优化生产流程,降低能源消耗和废弃物排放,如采用环保型涂料、改进镀锌工艺等;在使用过程中,将推广轻量化产品,减少运输过程中的碳排放,同时提高产品的重复利用率,降低资源浪费。绿色环保型雷亚架产品将成为市场竞争的重要优势,推动行业向可持续发展方向转型。底座安装完成后,进行立杆与圆盘节点的安装。天津定制雷亚架品牌
立杆安装过程中,需使用经纬仪或吊线锤检测立杆的垂直度,确保立杆无倾斜。长沙雷亚架
雷亚架的技术雏形**早可追溯至 20 世纪中期的欧洲,当时工业快速发展推动了建筑施工对高效支撑设备的需求。早期的雷亚架以钢材为主要材质,节点设计较为简单,主要用于桥梁施工等大型工程。20 世纪后期,随着模块化理念的普及,雷亚架的节点结构得到优化,圆盘式设计逐渐成为主流,同时铝合金材质的引入进一步提升了其便携性。进入 21 世纪,我国对雷亚架技术进行了引进、消化与创新,结合国内工程需求优化了组件规格,形成了符合本土行业标准的产品体系,推动其从专业工程领域向民用活动场景延伸。长沙雷亚架
江苏世展集团有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的传媒、广电中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,江苏世展集团供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

雷亚架在户外使用时,需做好恶劣天气的应对措施,确保结构安全。遇到大风天气时,需提前检查雷亚架的稳定性,对高度较高的结构采取加固措施,如增加斜杆、设置防风拉索等,风速超过设计限值时,应停止使用并疏散人员。遇到暴雨天气时,需及时清理场地积水,检查底座是否存在沉降,避免因地面软化导致结构倾斜。遇到冰雪天气时,需及时***雷亚架上的积雪和冰层,防止荷载增加和人员滑倒,同时检查构件是否因低温出现脆裂现象。恶劣天气过后,需对雷亚架进行***检查,确认安全后方可恢复使用。连接插头和楔形销是否完好。天津雷亚架送货上门灯光音响架是雷亚架在演艺领域的另一重要应用,用于悬挂舞台灯光、音响、LED 显示屏等设备。这类...