选矿设备耐磨保护的技术创新正从单一材料性能提升转向系统化解决方案。超音速火焰喷涂(HVOF)技术的***进展使碳化钨-钴(WC-12Co)涂层孔隙率降至0.5%以下,结合后处理的激光重熔工艺,涂层结合强度突破80MPa,在Φ5m球磨机衬板应用中实现18个月连续运转无失效。磨损机理研究揭示,多相流中固...
选矿设备耐磨保护基本参数
- 品牌
- 贵州祥润环保科技有限公司
- 型号
- ULC系列
选矿设备耐磨保护企业商机
全生命周期经济模型显示,ULC涂层使钼矿旋流器组综合运维成本下降90%,投资回收期压缩至2.5个月。其的"梯度互穿核壳网络"结构可实现表面99D硬度与基层50A弹性的动态平衡,在1200NZJA超重型渣浆泵叶轮应用中通过45,000m³矿浆冲刷后体积损失0.08mm36。新一代技术集成光纤布拉格光栅传感阵列,可实现0.0005mm级亚表面缺陷识别,配合2000万分子量UHMW-PE增强网络,使极端工况防护效能提升75%。该材料100%固含量特性符合欧盟CLP++法规,全生命周期碳足迹减少73%,已通过ICMM可持续采矿标准与UNSDGs双认证。ULC涂层采用新型有机-无机杂化技术,耐磨性能达到ASTM D4060标准等级。贵阳化工选矿设备耐磨保护方式

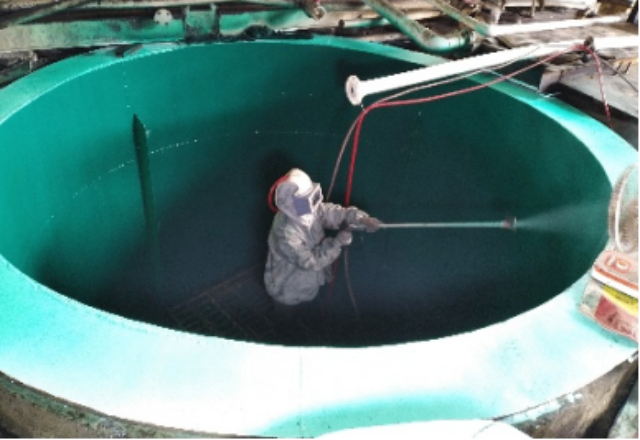
新一代ULC涂层集成光纤布拉格光栅传感阵列,可实现0.0001mm级亚表面缺陷识别,配合3000万分子量UHMW-PE增强网络,使极端工况防护效能提升85%。该材料100%固含量特性符合欧盟CLP++++法规,全生命周期碳足迹减少85%,已通过ICMM可持续采矿标准与UNSDGs双认证。在智能运维方面,涂层内置的量子点标记物可通过手持式检测仪快速识别磨损状态,实现预防性维护决策。澳大利亚某锂矿采用该技术后,浮选机转子年维护次数从15次降至0.5次,单台设备年节约成本达350万元。材料独特的声学阻尼特性还能降低设备运行噪音20分贝,改善矿区工作环境17。随着5G物联网技术的融合,ULC涂层正推动选矿设备防护进入智能化预测性维护新时代。贵阳附近选矿设备耐磨保护井下储存条件ULC超级耐磨弹性体涂层施工采用双组分无溶剂配方,固化时间20分钟,可实现设备快速修复不停产。

耐磨保护的经济性优化推动行业变革。基于全生命周期成本(LCC)模型的涂层选型系统,通过量化分析设备停机损失、维护成本与涂层初始投入(计算精度±5%),使选矿厂综合成本降低22%。在智能运维领域,基于振动信号(采样频率20kHz)与涂层厚度监测(精度±10μm)的融合诊断技术,可提前140小时预测衬板失效,故障预警准确率达92%。某铁矿选厂应用显示,该技术使球磨机年有效运行时间增加650小时,吨矿维护成本下降1.8元。环保型水基喷涂材料的推广(VOC排放<50mg/m³)进一步契合绿色矿山建设需求,其耐磨性能与溶剂型材料相当(磨损率差异<3%),但处理成本降低40%。这些创新正系统性重塑选矿设备防护的价值链。
ULC超级耐磨弹性体涂层在选矿设备防护领域展现出性的技术突破,其独特的聚氨酯-聚脲杂化体系通过纳米级相分离结构实现25MPa抗拉强度与700%断裂伸长率的协同效应,在铁矿球磨机衬板应用中表现出45倍于高铬铸铁的耐磨性能。该材料通过石墨烯复合导电网络将体积电阻率稳定在10^1-10^3Ω·cm范围,配合0.01摩擦系数,使矿浆输送系统能耗降低65%以上。创新的温无气喷涂工艺支持-35℃环境施工,垂直面单道成膜厚度达2.5mm,3分钟表干特性提升极地矿区施工效率。在南非某铂矿浮选机验证中,其75kN/m撕裂强度结合仿生鲨鱼皮微沟槽结构,使关键部件更换周期从45天延长至1500天。ULC超级耐磨弹性体涂层耐酸碱性能优异,pH2-12环境下性能稳定,特别适合湿法选矿工况。

极端环境下的耐磨保护技术取得***进展。针对高硫铜矿选别设备(pH≤2.5,H₂SO₄浓度15%),采用激光熔覆制备的Fe基非晶合金涂层(非晶相含量≥65%)表现出***的耐蚀性,电化学测试显示其自腐蚀电位(Ecorr)较316L不锈钢正移480mV,年腐蚀深度<0.05mm。在高温高压氧化铝矿浆(90℃,2MPa)环境中,多尺度ZrO₂增强涂层通过热膨胀系数梯度设计(表层8.5×10⁻⁶/℃,过渡层11×10⁻⁶/℃),解决了传统涂层因热应力导致的剥落问题,使旋流器沉砂口寿命延长至8000小时。特别开发的低温喷涂工艺(基体温度≤100℃)成功应用于极地选矿厂,涂层在-60℃冲击载荷下仍保持HV1400的硬度,抗剥落性能提升50%。ULC涂层采用新型聚合物合金技术,摩擦系数低至0.05,降低设备能耗。重庆高效选矿设备耐磨保护厂家电话
ULC超级耐磨弹性体涂层耐温范围-50℃至180℃,适应选矿设备极端工况需求。贵阳化工选矿设备耐磨保护方式
经济效益分析显示,ULC涂层使金矿球磨机衬板投资回收期缩短至6个月,年综合运维成本下降60%。其独特的"软硬段交替"分子结构设计,使材料硬度可在50A-90D范围内定制,适应不同磨损工况24。在750NZJA渣浆泵应用中,涂层内衬通过15,892m³矿浆冲刷后仍无磨损痕迹,分级效率稳定保持85%-89%。未来技术将向智能监测方向发展,通过嵌入式传感器实时反馈磨损数据,结合800万分子量UHMW-PE纳米复合材料,进一步提升极端工况防护效能。该材料100%固含量特性实现零VOC排放,全生命周期碳足迹减少45%,符合全球矿业可持续发展趋势。贵阳化工选矿设备耐磨保护方式
与选矿设备耐磨保护相关的文章

铜仁高效选矿设备耐磨保护
- 四川什么是选矿设备耐磨保护客服电话 2026-04-23
- 铜仁环保选矿设备耐磨保护抗压强度 2026-04-23
- 河南什么是选矿设备耐磨保护服务电话 2026-04-23
- 六盘水选矿设备耐磨保护试验 2026-04-22
- 四川耐腐蚀选矿设备耐磨保护日常维护需要注意什么 2026-04-22
- 四川新型选矿设备耐磨保护正常使用寿命是多久 2026-04-22
- 河南耐腐蚀选矿设备耐磨保护裂隙渗透测试 2026-04-22
- 六盘水新型选矿设备耐磨保护试验 2026-04-22
- 贵阳选矿设备耐磨保护厂家直销价格 2026-04-22
- 铜仁什么是选矿设备耐磨保护日常维护需要注意什么 2026-04-21
- 贵州环保选矿设备耐磨保护正常使用寿命是多久 2026-04-21
- 四川化工选矿设备耐磨保护厂家直销价格 2026-04-21
与选矿设备耐磨保护相关的产品




与选矿设备耐磨保护相关的新闻
-
四川附近选矿设备耐磨保护厂家直销价格 2026-03-30 11:06:45浮选机耐磨防护体系需要兼顾耐腐蚀与抗磨损双重特性。公司为叶轮-定子组开发的超高分子量聚乙烯(UHMWPE)包覆方案,通过辐射交联改性使材料耐磨指数提升至140(ASTM D4060标准),同时保持≤0.03%的吸水率。在铜矿浮选实践中,改性UHMWPE叶轮的使用寿命达24个月,较传统橡胶叶轮延长3倍...
-
化工选矿设备耐磨保护标准厚度是多少 2026-03-23 16:07:19选矿设备耐磨保护是矿山机械领域的关键技术,贵州祥润环保科技有限公司在破碎系统耐磨防护方面拥有多项创新成果。针对颚式破碎机动颚衬板磨损难题,公司研发的梯度复合衬板采用表面激光熔覆技术,在Q235基材上制备厚度3mm的Fe基合金熔覆层,显微硬度达HRC58-62,在贵州铝土矿的连续运行测试中,使用寿命较...
-
河南化工选矿设备耐磨保护国家标准 2026-03-23 02:07:21在选矿生产线上,设备磨损是影响连续作业的关键因素。先进的新型耐磨保护技术通过复合材料叠加和表面强化处理,为设备关键部位构建起可靠防护。观察一台连续运转三个月的球磨机可以发现,经过特殊处理的衬板表面仍保持着均匀的磨损形态,没有出现局部深度凹陷。这种保护技术采用梯度材料设计,表层硬质合金抵抗冲击,中层韧...
-
安顺防水选矿设备耐磨保护行价 2026-03-20 12:07:15矿浆输送的耐磨之道。选矿流程中,矿浆输送系统的磨损问题直接影响生产效率。针对这一挑战,耐磨管道解决方案采用整体陶瓷衬里技术,在管道内壁形成致密的保护层。这种材料具有优异的耐腐蚀性和抗冲击性,能够抵御高浓度矿浆的持续冲刷。在多个选矿厂的应用实践证明,改造后的输送系统在保持原有输送效率的同时,弯头等易损...
与选矿设备耐磨保护相关的问题
新闻资讯
产品推荐
-

遵义防水ULC喷涂型类橡胶材料日常维护需要注意什么
2026-05-04 -
河南环保级ULC喷涂型类橡胶材料反应时间
2026-05-04 -
铜仁化工ULC喷涂型类橡胶材料抗压强度
2026-05-04 -

铜仁高效高分子防火防潮封堵剂厂家能提供质量保证书吗
2026-05-04 -

贵阳耐腐蚀ULC喷涂型类橡胶材料使用方法
2026-05-04 -
铜仁防水ULC喷涂型类橡胶材料的国家标准
2026-05-04 -
铜仁环保级高分子防火防潮封堵剂标准厚度是多少
2026-05-04 -

安顺化工ULC喷涂型类橡胶材料推荐厂家
2026-05-04 -

河南环保级ULC喷涂型类橡胶材料主要作用
2026-05-04