- 品牌
- YONKSUNG
- 型号
- 定制
- 产地
- 深圳
- 是否定制
- 是
车灯注塑模具生产中出现的问题可能有多种,下面是一些可能的解决方法:1. 模具损坏:模具在使用过程中可能会损坏,这通常需要更换或修复模具。如果模具损坏严重,应立即停产以防止进一步损坏模具和生产不合格的产品。2. 塑料制品出现缺陷:如果塑料制品出现如气泡、缩水、溢料、颜色不均、翘曲等问题,需要检查模具的结构和调试参数。可能需要对模具进行修改或更换某些部件,如浇口、流道等。3. 生产效率低:如果生产效率低,需要检查模具的调试参数和生产工艺。可能需要调整注射速度、温度、压力等参数以提高生产效率。4. 模具温度不稳定:如果模具温度不稳定,会影响塑料制品的质量和生产效率。需要检查模具的加热和冷却系统,并确保其工作正常。5. 模具维护不当:如果模具维护不当,会导致模具故障和生产不合格的产品。需要定期对模具进行保养和维护,包括清洗、润滑等。塑胶模具在汽车制造、电子产品、家具等领域的应用普遍,为各行各业的发展做出了重要贡献。深圳电子塑胶模具定制

医疗器械注塑模具的热处理工艺要求:1. 控制热处理变形由于热处理过程中涉及高温相变,模具容易产生变形。对于精密医疗器械注塑模具而言,任何微小的变形都可能影响产品的精度和质量。因此,在热处理过程中,必须采取有效措施控制变形,如采用合理的装夹方式、控制加热和冷却速度等。2. 保证热处理后的表面质量医疗器械注塑模具的表面质量对产品的外观和性能有着重要影响。热处理过程中可能会产生氧化、脱碳等现象,影响模具的表面质量。因此,在热处理后,通常需要进行表面清理和抛光处理,以保证模具表面的光洁度和精度。重庆电子塑胶模具制造商塑胶模具制造的塑料制品具有良好的表面光滑度和一致性,提升产品质量。

医疗器械注塑模具的热处理工艺要求:1. 严格控制加热温度和保温时间在热处理过程中,加热温度和保温时间的控制至关重要。过高的温度或过长的时间可能导致模具材料过烧,从而降低其硬度和耐磨性;反之,过低的温度或过短的时间则可能使材料组织转变不完全,影响性能提升。因此,必须根据模具材料的特性和要求,精确控制加热温度和保温时间。2. 选择合适的冷却方式冷却方式是影响热处理效果的关键因素之一。在医疗器械注塑模具的热处理中,常用的冷却方式有淬火、回火等。淬火能够明显提高模具的硬度和耐磨性,但过高的淬火应力可能导致开裂;回火则可以消除淬火应力,提高韧性,但会降低硬度。因此,在选择冷却方式时,需要综合考虑模具的使用要求和材料的特性。
汽车塑胶模具的适用范围主要涵盖了汽车内外饰件的制造,包括但不限于以下部件:1. 车灯:无论是前照灯还是尾灯,都需要使用模具进行制造,而且对模具的精度要求非常高,以确保车灯的形状和结构。2. 仪表板:这是汽车内部的一个重要部件,可以显示各种车辆状态信息,如速度、燃油量、温度等。它的制造也需要使用到汽车塑胶模具。3. 车门饰板:车门饰板是汽车内部装饰的一个重要部分,它的制造也需要使用到塑胶模具。4. 空调出风口:汽车空调出风口也是汽车内部的一个重要部分,它负责将冷或热的空气吹入车内。它的制造同样需要使用到塑胶模具。5. 车身塑料件:包括前后保险杠、车顶行李架、车门把手等,都需要使用塑胶模具进行制造。汽车塑胶模具的应用范围普遍,且对精度和质量的要求都非常高,这正是汽车制造业中模具技术和质量的体现。关于建筑注塑模具的设计,需要考虑材料的特性和结构强度,确保其可靠性和稳定性。

车灯注塑模具的注塑工艺参数主要包括以下几个方面:1. 注射量:注射量是指注塑模具在单位时间内注入塑料的重量或体积。对于车灯模具,注射量的大小取决于车灯的大小和形状,以及使用的塑料材料的密度。注射量应该根据模具的容量和生产效率进行适当调整。2. 注射压力:注射压力是指在注塑过程中,注塑机对塑料施加的压力。注射压力的大小会影响塑料在模具内的填充程度和塑料的密度。一般来说,车灯模具需要使用较高的注射压力,以确保塑料在模具内充分填充。3. 模具温度:模具温度是指注塑模具在注塑过程中的温度。模具温度会影响塑料的流动性和模具的开启速度。如果模具温度过低,塑料流动性差,可能会导致充填不足或者产生缺陷。如果模具温度过高,可能会导致塑料过快流动,形成湍流,影响充填质量。4. 模具开启速度:模具开启速度是指注塑过程中模具的开启速度。模具开启速度会影响塑料在模具内的压力和充填程度。对于车灯模具来说,应该根据车灯的大小和形状以及塑料的流动性来调整模具开启速度。5. 保压时间:保压时间是指在塑料填充完毕后,注塑机对塑料继续施加压力,以防止塑料回流的时间。保压时间的长短会影响塑料的密度和充填程度。塑胶模具的生产过程中所需原材料相对较少,节约了资源并减少了环境污染。宁波血糖仪塑料模具
塑胶模具在现代工业中扮演着重要的角色,被普遍用于塑料制品的生产。深圳电子塑胶模具定制
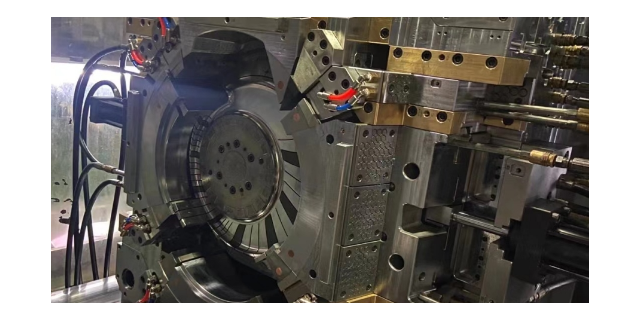
车灯注塑模具的冷却和加热过程是注塑成型的关键环节。冷却过程主要发生在注塑成型后,模具被加热到一定温度后,将塑料注入模具。然后,模具被冷却到适当温度以固定塑料制品的形状。一般来说,冷却时间约占整个成型周期的2/3。为了提高生产效率,通常会使用冷却水道或冷却介质来加快模具的冷却速度。在车灯注塑模具中,冷却管道通常被设计在模具的内部,通过在模具内部循环的冷却水来带走热量,使模具尽快冷却到可取出塑料制品的温度。加热过程主要发生在注塑成型前,模具被加热到适当的温度以提高塑料的流动性。加热通常通过电热元件或热介质来实现。在车灯注塑模具中,电热元件可以嵌入模具内部,通电后产生热量,将模具加热到适当的温度。同时,有些模具也会使用热介质(如蒸汽)进行加热。为了确保冷却和加热的均匀性,避免模具局部过热或过冷,影响塑料制品的质量和生产效率,通常会对模具进行分区控制。根据模具的大小和形状,可以分为多个区域,每个区域单独控制加热和冷却。同时,还会使用传感器实时监测模具的温度,以便进行精确的温度控制。深圳电子塑胶模具定制

永创星科技气辅注塑塑胶模具集成气辅注塑技术,累计生产该类模具150+套,可将产品减重20%-30%,同时减少缩痕、翘曲等缺陷,产品合格率提升至99%以上,已为80+家电、汽车企业提供定制服务。该模具配备气体控制系统,可根据产品结构灵活调整气体压力、流量和保压时间,使熔体在气体推动下均匀填充型腔,形成中空结构,既降低材料损耗,又提升产品刚性。模具采用优化的型腔和流道设计,结合模流分析软件,提前规避气体滞留、气纹等问题,确保产品表面光滑、无瑕疵。该模具适配PP、ABS、PC等多种塑料,可生产家电外壳、汽车内饰件、大型塑料件等产品,尤其适合大型、复杂、易产生缩痕的塑料制品,助力企业降低材料成本、提升...
- 烟台塑胶模具哪家优惠 2026-05-16
- 宁波充电器外壳塑胶模具设计与制造 2026-05-16
- 家用电器外壳塑胶模具价钱 2026-05-15
- 灯具塑胶模具价格 2026-05-14
- 壳料注塑模具生产厂家 2026-05-14
- 青岛专业塑胶模具供货商 2026-05-14
- 深圳扫地机器人外壳塑胶模具制造商 2026-05-14
- 无锡模具价格 2026-05-13
- 长沙注塑模具定制厂家 2026-05-13
- 手机配件模具加工 2026-05-12


- 沈阳注塑模具哪家专业 2026-05-11
- 杭州壳料塑胶模具企业 2026-05-10
- 广州扫地机器人外壳塑胶模具供应商 2026-05-09
- 南昌模具订制厂家 2026-05-09
- 徐州电子模具 2026-05-09
- 家用电器外壳注塑模具哪家优惠 2026-05-09




- 贵州汽车配件外壳价格 05-19
- 安徽一体机电脑外壳供应商 05-19
- 河南笔记本电脑外壳价格 05-18
- 天津汽车探照灯外壳供应商 05-17
- 山东一体机电脑外壳工厂 05-17
- 上海充电器外壳工厂 05-17
- 山西小家电外壳批发 05-17
- 大连塑料模具价钱 05-16
- 烟台塑胶模具哪家优惠 05-16
- 宁波充电器外壳塑胶模具设计与制造 05-16