- 品牌
- 茂芳
- 型号
- P7
- 类型
- O形密封圈
- 材质
- 橡胶
- 特殊性质
- 耐磨损
- 用途
- 轴用密封,水封油封,孔用密封,回转密封,固定密封,防尘密封
- 是否进口
- 是
- 是否标准件
- 标准件
- 样品或现货
- 现货
- 加工定制
- 否
- 是否跨境货源
- 是
- 适用范围
- 汽车,泵,电器,水管,托辊,阀门,化工管道,轴承,装饰,机械,气缸,喷涂
- 厂家
- 苏州茂芳机械有限公司
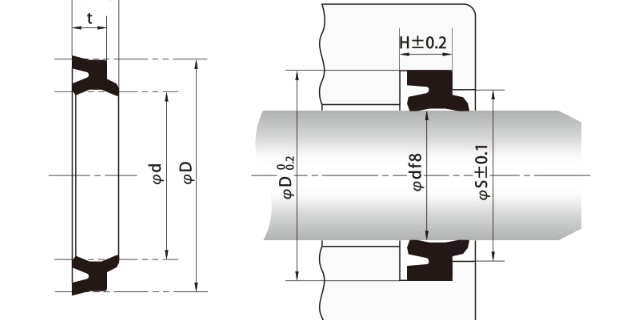
O型圈在沟槽中受介质压力作用下,会发生变形,“流”向间隙位置,达到密封效果。也就是说,随着压力的增加,0型圈发生更大的变形,其应力也增加,获得更紧的密封。在O型圈承受高压的情况下,会被挤入到间隙中,造成密封失效。建议使用高硬度抗挤出材料的挡圈,如聚四氟乙烯或硬的橡胶材料。在静密封的应用中,可以通过修改沟槽设计来达到不使用挡圈即可承受更高的压力。设计时我们应该注意使间隙尽可能小。挤出极限的大小取决于O型圈的硬度、工作压力及沟槽间隙的大小。O型圈沟槽的径向间隙必须保持在一定的径向间隙范围内。若公差太大,会导致O型圈从间隙挤出。允许的被密封元件之间的径向间隙取决于系统压力、O型圈截面直径和O型圈的硬度。对压力大于5Mpa且O型圈内径大于50mm;以及压力大于10Mpa且内径小于50mm;我们推荐使用挡圈。聚氨酯材料O型圈由于具备优异的抗挤出能力和较好的尺寸稳定性,可以采用较大的间隙。O型圈的结构如何组成?橡胶O型圈常用知识

O型圈的安装质量对其密封性和使用寿命均有重要的影响。泄漏问题往往是因为安装不良而造成的。安装过程中不允许出现O型圈被划伤和位置安装不正,以及O型圈被扭曲等情况。装配前,密封沟槽、密封配合面必须严格清洗;同时对O型圈装配中要通过的表面涂敷润滑脂。为了防止O型圈在安装时被尖角和螺纹等锐边切伤或划伤,应在安装的轴端和孔端留有15º~30º的引入角。当O型圈需通过外螺纹时,应使用薄壁金属导套,套住外螺纹;如果O型圈需通过孔口时,应使孔口倒成相应的斜角形状,以防O型圈被划伤。坡口的斜角一般为a=120º~140º。山东耐高温O型圈厂家现货有哪些领域需要使用O型圈?

O型密封圈压缩率W的选择应考虑使用条件,静密封或动密封;静密封又可分为径向密封与轴向密封;径向密封(或称圆柱静密封)的泄漏间隙是径向间隙,轴向密封(或称平面静密封)的泄漏间隙是轴向间隙。轴向密封根据压力介质作用于O形圈的内径还是外径又分受内压和受外压两种情况,内压增加的拉伸,外压降低O形圈的初始拉伸。(欢迎关注:泵友圈)上述不同形式的静密封,密封介质对O形圈的作用方向是不同的,所以预压力设计也不同。对于动密封则要区分是往复运动密封还是旋转运动密封。
在设计沟槽阶段,就应当考虑O形圈的安装问题。为了避免在安装过程中损坏O形圈,应当尽可能避免O形圈穿过锐边或内孔。当滑动距离较长时,密封座应尽可能设计成凹槽,或者适当调整O形圈保证其在安装时需要滑动较短的距离,以降低O形圈发生扭曲的危险。沟槽中O形圈横截面的初始压缩量,对于保证其作为主要密封或者次要密封元件的作用是非常关键的,它能够:-实现初始密封能力-弥补生产公差-确保规定的摩擦力-补偿压缩变形-补偿磨损根据应用场合的不同,下面给出了推荐的初始压缩量,即相对于横截面直径(d2)的比值:动态应用:6~20%静态应用:15~30%密封沟槽的尺寸可以根据图17和图18给出的初始压缩量来设计,这些值遵循ISO3601-2规范,并且考虑了负载与横截面直径之间的关系。O型圈的重要组成部分。

O型圈的安装质量对其密封性和使用寿命均有重要的影响。泄漏问题往往是因为安装不良而造成的。安装过程中不允许出现O型圈被划伤和位置安装不正,以及O型圈被扭曲等情况。装配前,密封沟槽、密封配合面必须严格清洗;同时对O型圈装配中要通过的表面涂敷润滑脂。为了防止O型圈在安装时被尖角和螺纹等锐边切伤或划伤,应在安装的轴端和孔端留有15º~30º的引入角。当O型圈需通过外螺纹时,应使用合适的薄壁金属导套,套住外螺纹;如果O型圈需通过孔口时,应使孔口倒成相应的斜角形状,以防O型圈被划伤。坡口的斜角一般为a=120º~140ºO型圈的功能具体介绍。西藏橡胶O型圈定制
苏州茂芳与您分享O型圈的重要性。橡胶O型圈常用知识
O型圈是密封中常用的一种密封件。但由于选用、沟槽设计、加工和装配上的不当,常常造成漏油故障,可谓是小件坏大事。我国国家标准中关于O型圈尺寸的标准有GB1235-76、GB3452.1-88以及GB3452.1-92,其中GB1235-76规定的O型圈截面直径(又称线径)有1.9、2.4、3.1、3.5、5.7等,O型圈采用“外径×线径”的标记方法,一般称为老国标;GB3452.1-82与GB3452.1-92基本相同,一般称为新国标,它规定的O型圈截面直径有1.8、2.65、3.55、5.3等,新国标采用国际惯例,O型圈采用“内径×线径”的标记方法。选用O型圈时,首先应尽量选用新国标,线径2.65和3.55的使用普遍,在外径大于30左右,结构尺寸允许的情况下,尽量选用线径3.55的O型圈,以达到更大的压缩量和接触面积。O型圈的材料主要有丁氰橡胶NBR和氟橡胶FKM,氟橡胶更适用于高温工况。除材料之外,O型圈很重要的一个指标的是它的硬度,一般采用邵氏硬度来表示,从60到90左右不等,数值越大表示硬度越高。在同样压力下,硬度越高,防挤出(变形甚至撕裂)的能力就越强。因此,应选用硬度较高的O型圈。橡胶O型圈常用知识

展望未来,苏州茂芳机械有限公司将继续秉承“质量为重、客户至上”的经营理念,不断提升产品质量和服务水平.公司计划加大研发投入,开发更多具有创新性和竞争力的O型圈产品,满足市场不断变化的需求.同时,公司还将积极拓展国内外市场,提升品牌影响力,成为行业内的主要企业.O型圈行业的发展前景随着工业领域的快速发展和技术的不断进步,O型圈等密封元件的需求也在持续增长.尤其是在新能源汽车、智能制造等新兴产业中,对高性能的O型圈需求更为迫切.因此,O型圈行业具有广阔的发展前景和市场空间.对于苏州茂芳机械有限公司这样的企业来说,抓住市场机遇,不断提升自身实力,必将迎来更加美好的未来.苏州茂芳告诉您O型圈的运用方式...
- 福建O型圈批发厂家 2026-04-09
- 耐低温O型圈厂家报价 2026-04-09
- 江苏耐高温O型圈常用知识 2026-04-09
- 上海耐高温O型圈电话 2026-04-09
- 宁夏耐低温O型圈哪里买 2026-04-09
- 山东耐酸碱O型圈 2026-04-09
- 贵州食品级硅胶O型圈定制 2026-04-09
- 湖北食品级硅胶O型圈订做价格 2026-04-09
- 宁夏食品级硅胶O型圈哪里买 2026-04-09
- 西藏食品级硅胶O型圈常见问题 2026-04-09



- 上海耐低温O型圈常用知识 2026-04-08
- 河南耐高温O型圈常用知识 2026-04-08
- 福建O型圈联系方式 2026-04-08
- 湖州O型圈类型 2026-04-08
- 福建耐高温O型圈市场价 2026-04-08
- 湖北耐腐蚀O型圈批量定制 2026-04-08



- 淮安FA防尘圈商家 05-09
- 耐高温防尘圈联系方式 05-09
- 杭州J型防尘圈常见问题 05-09
- 常州丁腈防尘圈价格表 05-09
- 金华聚氨酯防尘圈商家 05-09
- 常州聚氨酯防尘圈定制 05-09
- 宁波DKB防尘圈批量定制 05-09
- 金华气缸防尘圈联系方式 05-09
- 绍兴DKB防尘圈商家 05-09
- 扬州丁腈防尘圈厂家报价 05-09