食品、医药行业对托盘卫生要求严苛,托盘需符合相关卫生标准,防止货物污染。食品行业托盘需符合 GB 4806.7 标准,塑料托盘需选用食品级材质(如 HDPE、PP),禁止使用回收塑料;木质托盘需经过食品级防腐处理,表面无霉变、虫蛀,且需定期消毒(如紫外线消毒、臭氧消毒),某食品加工厂使用的木质托盘,每周进行一次紫外线消毒,微生物指标(菌落总数≤100CFU/g)达标率 100%。医药行业托盘需符合 GMP 标准,不锈钢托盘表面需抛光至镜面效果(粗糙度 Ra≤0.4μm),便于清洁消毒;塑料托盘需耐 121℃高温蒸汽灭菌,某制药企业使用的 PP 托盘,经 121℃蒸汽灭菌 30 分钟后,无变形、无异味,符合医药无菌要求。托盘卫生管理还需建立追溯体系,记录托盘的清洗、消毒、使用情况,某乳制品企业通过托盘卫生追溯系统,实现每批托盘的消毒记录可查,产品污染率从 0.3% 降至 0.05%。此外,食品医药行业托盘需特用,禁止与其他行业托盘混用,防止交叉污染,某饮料企业将食品特用托盘与普通托盘分区存放,设置明显标识,避免误用。低温托盘耐 - 30℃严寒,冷库中抗冻不脆化,冷链物流全程适配。浙江塑料托盘回收
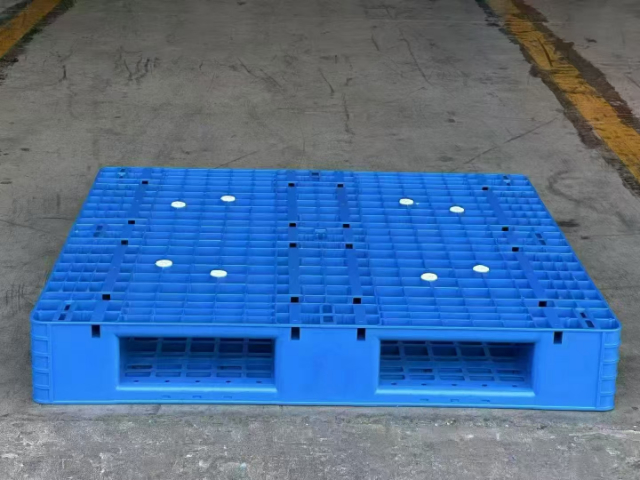
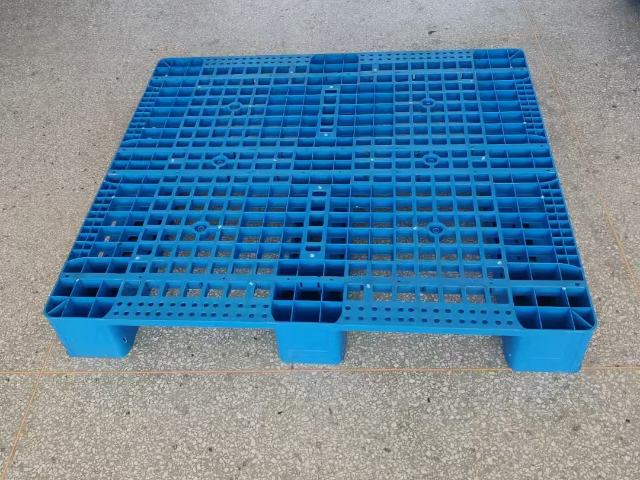
塑料托盘以聚乙烯(PE)、聚丙烯(PP)为主要原料,通过注塑、吹塑工艺成型,具备耐酸碱、抗腐蚀、防水防潮等特性,在潮湿、化工环境中表现优异。例如,食品加工车间使用的 PE 塑料托盘,可耐受 80℃高温清洗,且不易滋生细菌,符合食品卫生标准(GB 4806.7);化工企业的 PP 塑料托盘,能抵御有机溶剂侵蚀,使用寿命达 5-10 年,远超木质托盘。塑料托盘的结构设计多样,如网格型、平板型、田字型,网格型利于通风散热,适合生鲜、医药货物;平板型密封性好,可承载粉末、液体类货物。在环保方面,部分塑料托盘采用再生料生产(再生料占比可达 50%),且废弃后可回收再利用,某物流企业使用再生塑料托盘后,年减少塑料废弃物 30 吨。此外,塑料托盘重量轻(通常 10-20kg),装卸效率比木质托盘提升 20%,且无钉刺、不易断裂,能降低工人搬运受伤风险。江西田字托盘规格强度托盘采用全新料制作,韧性好耐磨损,循环使用次数超 3000 次。

金属托盘以Q235低碳钢或304不锈钢为重心材质,凭借度、高承载优势,成为重型工业领域的优先。Q235钢制托盘表面经热镀锌处理(锌层厚度≥85μm),防锈性能优异,单盘静态承载可达5-8吨,动态承载3-5吨,适合机械零件、钢材等重型货物运输;304不锈钢托盘耐腐蚀性更强,可在化工、海洋等高腐蚀环境中使用,使用寿命达15年以上,但成本约为钢制托盘的3倍。结构上,金属托盘多采用焊接框架式设计,底部增设3-5道横向加强筋,防止托盘变形。某汽车零部件厂商使用的钢制托盘,框架采用50×50mm方管焊接,在2吨动态运输中,托盘比较大挠度但1.8mm,远低于行业标准的5mm。与传统木箱相比,金属托盘重量轻60%,无需工具即可拆解,某机床企业采用后,物流运输成本降低25%,装卸效率提升50%。
托盘防滑设计是防止货物运输中滑落的关键,常见措施包括表面防滑处理、增设防滑配件。塑料托盘表面可压制防滑花纹(如菱形纹、条形纹),摩擦系数提升至 0.6 以上,某物流企业使用防滑花纹托盘后,货物在运输中的滑动率从 20% 降至 3%;木质托盘可在表面铺设防滑垫(橡胶或硅胶材质),防滑垫厚度 3-5mm,通过钉子或胶水固定,适合装载纸箱、袋装货物。对于重型或异形货物,可使用防滑打包带,打包带采用强度高聚酯材质,拉伸强度≥2000N,配合特用打包机,将货物与托盘紧密固定,某机械厂商使用防滑打包带后,重型零件运输滑落率从 10% 降至 0.5%。托盘底部防滑同样重要,塑料托盘底部可设置防滑脚墩,金属托盘底部焊接防滑垫块,防止托盘在叉车货叉上滑动,某叉车运输公司数据显示,使用底部防滑托盘后,叉车叉取时的托盘偏移率从 8% 降至 1%,减少了货物碰撞风险。此外,在潮湿环境中,需定期清洁托盘表面,去除油污、水渍,保持防滑性能,某食品仓库通过每日清洁托盘,防滑效果保持率达 95% 以上。医用托盘可高温消毒,符合医疗洁净标准,药品器械周转安全卫生。

托盘轻量化设计在保证承载的前提下降低重量,减少物流成本。塑料托盘采用薄壁设计(壁厚从5mm减至3mm)与镂空结构,某企业将HDPE托盘底部加强筋间距从100mm调整为150mm,重量从8kg降至5.5kg,单盘成本降低20%,承载仍达1吨。木质托盘用杨木替代松木,减少木板数量,将面板从7块减至5块,重量从15kg降至10kg,某物流企业使用后,每车多装载20%托盘,年运输成本节省15万元。金属托盘采用2mm薄壁方管与空心加强筋,钢制托盘重量从25kg降至18kg,通过有限元分析优化结构,承载能力不变。轻量化托盘还降低人工搬运强度,某仓库使用后,员工搬运效率提升25%,工伤发生率从3%降至0.5%。未来,随着材料技术发展,碳纤维、复合材料托盘有望实现更的轻量化。食品级塑料托盘符合 FDA 标准,无毒无味,可直接接触食品,易清洁消毒。河北双面托盘尺寸
防漏托盘边缘高 10cm,液体货物泄漏不外溢,实验室、清洗车间必备。浙江塑料托盘回收
托盘作为自动化物流的重心承载单元,与 AGV 机器人、自动化立体仓库、分拣机等设备协同,实现物流全流程自动化。例如,AGV 机器人通过识别托盘上的二维码或 RFID 标签,自动搬运托盘至指定位置,某智能仓库的 AGV + 托盘组合,无人化搬运率达 90%,人力成本降低 60%。自动化立体仓库通过托盘实现货物分层存储,堆垛机可精细抓取托盘,将货物存入高层货架,某电商智能仓库的托盘 + 立体仓库组合,存储容量较传统仓库提升 3 倍。在分拣场景中,托盘配合分拣机使用,可实现货物自动分类,某快递分拣中心的托盘 + 交叉带分拣机组合,分拣效率达 2 万件 / 小时,误差率≤0.05%。此外,托盘的标准化设计是与自动化设备协同的关键,非标准托盘可能导致设备卡滞、效率下降,因此自动化物流场景多采用标准化托盘。浙江塑料托盘回收