- 品牌
- 万泰隆发泡母料
- 型号
- 发泡母料、发泡剂
微孔发泡母料凭借其独特的泡孔结构,在高级塑料制品领域占据重要地位,其泡孔直径通常控制在 1 - 10 微米,且泡孔密度高达 10^9 - 10^12 个 / 立方厘米。这种细密的微孔结构能在不明显降低的制品力学性能的前提下,大幅提升材料的韧性和抗疲劳性,例如在聚丙烯保险杠生产中,添加微孔发泡母料后,制品的抗冲击强度提升 20% 以上,同时重量减轻 15% - 20%,有助于汽车行业实现轻量化和节能目标。该类母料的发泡过程需配合特殊的超临界流体发泡工艺,通过将二氧化碳或氮气超临界化后注入熔体,再经压力骤降实现微孔成核,适用于生产高级家电外壳、航空航天零部件等对性能要求严苛的产品。此外,微孔结构还能赋予制品优异的隔音、隔热性能,在高铁内饰、建筑隔音板等领域也具有频繁应用前景。发泡母料通过精确配比助剂,实现不同发泡倍率的定制化需求。发泡母料生产厂家
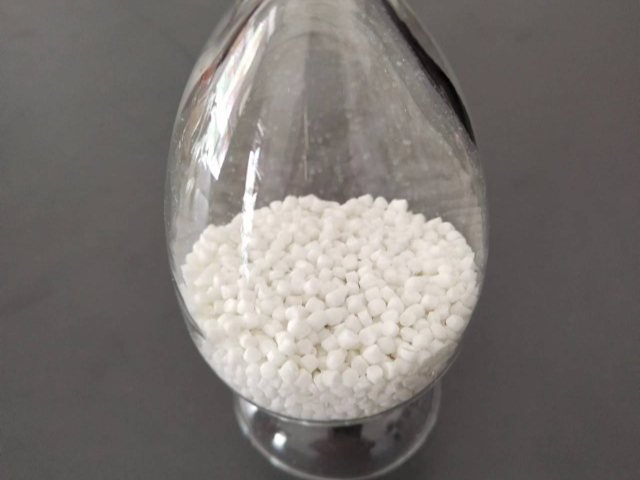
发泡母料是一种以载体树脂为基础,复配可膨胀微球、发泡剂、润滑剂、抗氧剂等多种功能性助剂,经高温混合、熔融造粒制成的颗粒状环保功能性材料,也是橡塑加工行业中实现制品轻量化、功能化的重点添加剂。其重点制备工艺遵循科学配比原则,先将载体树脂与润滑剂、交联剂、抗氧剂等助剂按精细比例投入高速粉体混合机,在500-3000r/min的转速下混合10-30分钟,再加入粒径D50为20-40微米的可膨胀微球,调整转速至1000-2000r/min继续混合5-10分钟,后面在50-120℃的温度下完成造粒,确保各组分均匀融合,从源头避免粉体发泡剂易飞散、混合不均的行业痛点。该材料无毒无异味,通过严格的环保检测,可频繁适配PP、PE、PVC、ABS、PBT等多种热塑性树脂,既能简化加工流程,又能明显提升制品综合性能,是武汉万泰隆新型材料有限公司深耕新型材料领域、满足市场多元化需求的重点产品之一。管材用发泡母料质量好发泡母料是含发泡剂等助剂的复合原料,能让制品形成均匀泡孔结构。

高倍率发泡母料的特点是能实现较高的发泡倍数,通常发泡后体积可膨胀 5 - 20 倍,主要用于生产超轻质的泡沫制品。其配方设计的关键在于提升发泡剂的产气效率和气体的锁闭能力,一般会选用高活性化学发泡剂,并通过复配技术提高单位质量发泡剂的产气量。同时,载体树脂需具备优异的熔体强度,常见的如改性聚乙烯、乙烯 - 醋酸乙烯酯共聚物(EVA)等,这类树脂能在气体大量产生时形成稳定的泡孔壁,避免气泡破裂导致发泡失败。此外,配方中还会添加少量抗收缩剂,防止制品发泡后因冷却收缩影响尺寸稳定性。高倍率发泡母料常用于生产泡沫塑料片材、填充材料等,例如在家具生产中,可用于沙发、床垫的填充层,超轻的泡沫材质能提升家具的柔软度和舒适度;在建筑领域,可作为墙体填充材料,利用其多孔结构实现隔音、保温双重效果,且能大幅降低建筑墙体的自重。
纳米改性发泡母料是借助纳米材料的特殊性能提升发泡母料综合品质的高级产品,其重心是在配方中引入纳米级粉体,如纳米碳酸钙、纳米二氧化硅、纳米蒙脱土等。纳米材料的比表面积大、表面活性高,添加后能作为高效成核剂,使泡孔直径细化至微米甚至纳米级别,形成更均匀致密的泡孔结构,明显提升发泡制品的力学性能、耐热性和阻隔性能。例如纳米蒙脱土的片层结构,在发泡过程中能均匀分散在熔体中,不只能促进气泡成核,还能增强泡孔壁的强度,防止气泡合并;纳米二氧化硅则能提升母料的耐热稳定性,避免制品在高温环境下出现变形、老化等问题。这类母料适配多种高分子材料,制成的制品在高级领域应用频繁,如纳米改性 PP 发泡材料可用于航空航天领域的轻量化部件,在减轻重量的同时保证结构强度;纳米改性 PE 发泡膜则可用于高级食品包装,凭借其优异的阻隔性能,延长食品保质期,同时提升包装的挺括度和耐磨性。发泡母料减少了塑料加工中的能耗,助力企业降低整体生产成本。

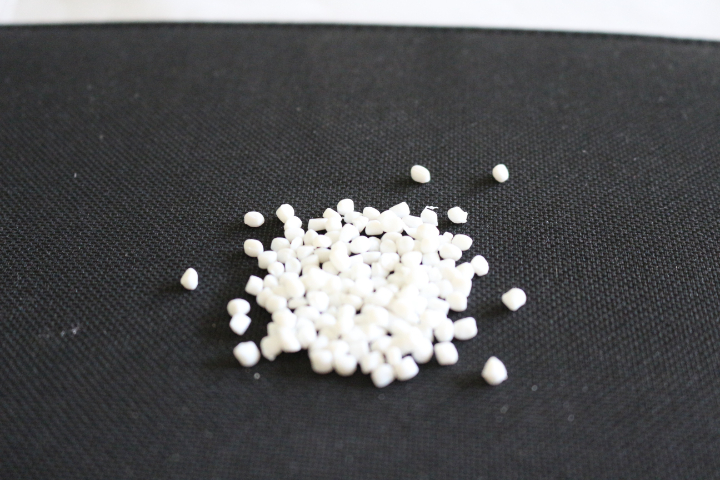
发泡母料的生产过程是一个精细化的系统工程,从原材料筛选到很终成品检验,每个环节都对产品质量有着决定性影响。原材料筛选阶段,载体树脂需选择分子量分布均匀、熔融指数稳定的牌号,发泡剂要确保纯度达标、分解温度稳定,分散剂则需具备良好的相容性和分散能力,所有原材料都需经过严格的成分检测和性能测试。混合造粒环节是重心工序,将各组分按配方比例投入高速混合机,在100-120℃的温度下混合10-15分钟,使各助剂均匀附着在载体树脂表面,随后送入双螺杆挤出机进行熔融共混,挤出温度需根据载体树脂的特性精确控制,确保发泡剂在造粒过程中不提前分解。挤出后的熔体经水冷、切粒形成母料颗粒,颗粒需经过筛分,去除过大或过小的颗粒,保证粒径均匀。成品检验环节,除了检测外观、粒径等基础指标,还需通过小型发泡实验测试发泡倍率、泡孔结构等关键性能,只有全部指标达标才能入库出厂。发泡母料的质量直接关联制品合格率,是塑料发泡生产的关键原料。管材用发泡母粒哪家好
挤出成型专门使用发泡母料适配挤出机,助力生产发泡管材与型材产品。发泡母料生产厂家
不同类型的发泡母料针对特定应用场景进行了性能优化,其中高倍率发泡母料在泡沫塑料领域表现突出。这类母料通过特殊发泡剂复配技术,发泡倍率可达到 5 - 30 倍,能在塑料内部形成均匀细密的闭孔结构,明显降低的制品密度,同时保持一定的力学强度。例如在聚乙烯泡沫板生产中,添加高倍率发泡母料后,制品不只重量减轻 30% - 60%,还具备优异的缓冲减震性能,常被用于建筑保温、包装缓冲等场景。为适配低温加工工艺,部分高倍率母料还会加入低温活化剂,使发泡起始温度降至 120℃以下,满足 PVC 等热敏性材料的加工需求。此外,这类母料还可通过调整配方控制泡孔大小,细泡型产品适用于精密电子元件包装,粗泡型产品则多用于大型设备的缓冲衬垫,适配不同场景下的性能需求。发泡母料生产厂家

未来,发泡母料行业将朝着高性能化、功能多元化、智能化的方向发展,技术创新将成为推动行业进步的重心动力。高性能化方面,将重点研发高发泡倍率、高闭孔率的发泡母料,提升发泡制品的强度、耐热性等重心性能,以满足航空航天、高级装备等领域的特殊需求。功能多元化趋势下,集发泡、阻燃、抵抗细菌、导电等多种功能于一体的复合发泡母料将成为研发热点,例如用于医疗领域的抵抗细菌发泡母料,既能实现制品轻质化,又能防止细菌滋生。智能化发展体现在生产过程中,将引入自动化控制系统,实现原材料配比、混合温度、挤出速度等参数的精确控制,提高产品质量的稳定性,同时通过大数据分析优化生产工艺,降低生产成本。此外,随着新能源、新材料等...
- 广东发泡母粒替代进口 2026-05-03
- 江苏聚酯发泡母料 2026-05-03
- PE瓶盖垫片用发泡母料性价比高 2026-05-03
- 河北ABS发泡母料 2026-05-02
- 山东穿线管材用发泡母料哪家好 2026-05-02
- 上海PET发泡母料质量好 2026-05-02
- 江苏ABS发泡母料生产厂家 2026-05-02
- PET发泡母料厂家 2026-05-02
- 江苏发泡母粒 2026-05-02
- 山东聚酯发泡母料销售 2026-05-02



- 广东聚酯发泡母料性价比高 2026-05-02
- 广东PET发泡母粒哪家好 2026-05-02
- 线材用发泡母料质量好 2026-05-02
- 广东高温发泡母料替代进口 2026-05-02
- 山东聚酯发泡母粒销售 2026-05-02
- 江苏高温发泡母粒哪家好 2026-05-02




- PE瓶盖垫片用发泡母料性价比高 05-03
- 发泡剂销售 05-02
- 挤出型材用发泡剂性价比高 05-02
- 功能性发泡剂替代进口 05-02
- 浙江穿线管材用发泡剂厂家 05-02
- 河北ABS发泡母料 05-02
- 山东穿线管材用发泡母料哪家好 05-02
- 上海PET发泡母料质量好 05-02
- ABS发泡剂生产厂家 05-02
- 江苏线材用发泡剂厂家 05-02