离型力是离型膜的关键指标,调控方法包括:1. 硅油分子量调节:高分子量硅油(>80 万)形成的涂层致密度高,离型力更高;低分子量硅油(<50 万)则提供轻离型效果。实验数据显示,硅油分子量从 50 万增至 100 万,离型力从 20g/25mm 提升至 60g/25mm。2. 涂层厚度控制:在 0....
离型膜基本参数
- 品牌
- 文利复合材料
- 型号
- 可定制
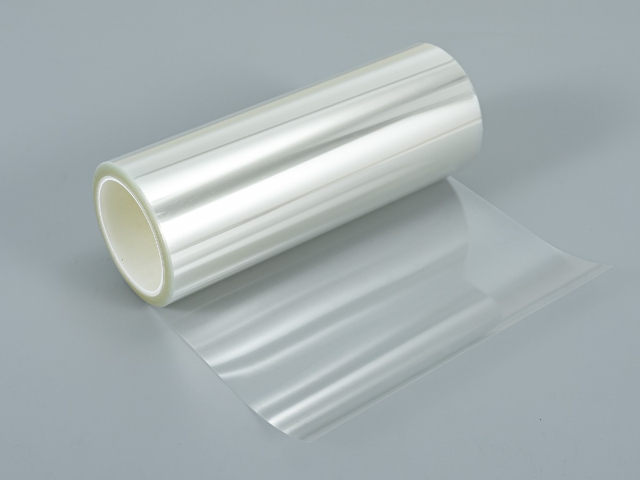
- 材质
- PET
- 离型力
- 超轻,轻,中,重,超重,1g—1000g
- 宽度
- 可定制
- 厚度
- 0.025—0.18
- 加工定制
- 是
- 颜色
- 透明,乳白色,黑色,白色,绿色,蓝色,黄色,红色
离型膜企业商机
硅油纸以木浆纸或格拉辛纸为基材,表面涂覆有机硅涂层,基材表面的多孔结构可吸附部分硅氧烷分子,使离型力分布更均匀。纸基材质的表面能约为 35~40 mN/m,与硅涂层的亲和力优于塑料膜,故相同涂层厚度下离型力更低(5~30g)。例如,食品包装用硅油纸常采用轻离型(5~10g),便于糕点与包装纸分离;而标签印刷用格拉辛硅油纸通过控制纸张紧度和硅涂层用量,可实现 10~30g 的中离型,满足高速模切加工需求。但纸基材质耐湿性差,受潮后基材膨胀会导致硅涂层开裂,离型力骤升甚至失效。我们文利复合材料的离型膜,持续创新以满足未来需求。肇庆离型膜加工定制
离型膜的科学选型需考虑六大要素:1. 胶粘剂类型:丙烯酸酯类胶粘剂需搭配中高离型力(30-80g/25mm),硅胶类胶粘剂可选用低离型力(10-30g/25mm),确保撕离时无残胶。2. 使用温度:常温场景(<60℃)可选 PP 或 PE 离型膜,中温(60-120℃)用 PET 离型膜,高温(>120℃)需用氟素离型膜,耐温性需高于使用温度 30-50℃。3. 加工工艺:高速模切(>200m/min)需高平整度离型膜(翘曲度≤0.5mm/m),精密涂布选择涂层均匀性好的产品(厚度公差 ±1%)。4. 环境要求:潮湿环境需耐湿性好的 PET 或氟素离型膜,食品接触需符合 FDA 认证的硅油纸离型膜,医疗领域需通过 ISO 10993 认证。5. 成本预算:普通工业用途可选用 PP 或 PE 离型膜,高级电子应用则需 PET 或氟素离型膜,成本相差 5-10 倍。6. 环保要求:欧盟市场需选择水性或无溶剂离型膜,VOC 排放≤50g/L,中国市场需符合 GB 33372-2020《胶粘剂挥发性有机化合物限量》。蓝色离型膜联系方式文利复合材料的离型膜广泛应用于电子行业,提供可靠的防护解决方案。
离型膜生产中可能出现的问题及解决方法:1. 离型力不稳定:原因可能是硅油涂布量波动或固化温度不均,解决方案为校准涂布头(精度 ±0.5%)、优化固化炉温区分布,采用分区控温(误差 ±2℃),并增加在线离型力监测设备(采样频率 10 次 / 分钟)。2. 涂层脱落:由于基材表面张力不足,需增加电晕处理功率(从 3kW 提升至 5kW),或涂覆底涂剂(用量 0.5g/m²)增强附着力,底涂剂选用丙烯酸酯类共聚物,固化后与基材的剥离强度≥5N/cm。3. 静电问题:高速分切时易产生静电,导致离型膜粘连,可安装离子风棒(消除电压≤±10V),并在硅油中添加抗静电剂(含量 0.1-0.3%),抗静电剂选用季铵盐类化合物,确保表面电阻≤10¹¹Ω。4. 透光率下降:PET 离型膜在高温固化后透光率下降,需优化固化工艺,采用低温长时固化(130℃×60 秒)替代高温短时固化,同时选用光稳定性好的硅油,固化后透光率损失≤1%。
面对全球碳中和目标,双硅离型膜行业正加速绿色转型。在材料创新层面,生物基聚酯(Bio-PET)基材的应用比例已从2020年的3%提升至2025年的15%,某企业开发的/PBAT复合基材双硅离型膜,在保持原有性能的同时,6个月堆肥降解率达92%。在生产工艺优化方面,等离子体预处理技术替代传统电晕处理,使能耗降低40%,VOCs排放减少75%。循环经济模式下,离型膜的再生利用技术取得突破,通过化学解聚法可回收95%以上的硅油与PET基材,某试点项目年处理废膜能力达2000吨,产出再生料成本较原生料降低30%。未来,随着AI驱动的工艺参数智能调控系统普及,双硅离型膜的生产良率有望从当前的92%提升至98%,单位产品能耗下降25%,推动行业向"零碳制造"目标迈进。选用文利复合材料离型膜,助力您的产品提升市场竞争力。
根据离型力大小,离型膜可分为轻离型、中离型和重离型。轻离型膜离型力一般在 5 - 20g/25mm,适合对剥离力要求极低的场景,如偏光片、光学保护膜的生产;中离型膜离型力为 20 - 80g/25mm,应用为广,常见于普通双面胶带、标签底纸;重离型膜离型力大于 80g/25mm,适用于需要较强粘性保持的场合,如汽车内饰件用胶带的离型保护,不同离型力的选择直接影响后续材料的使用效果 。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。我们文利复合材料的离型膜,经久耐用且性价比极高。山东离型膜有哪些
东莞市文利复合材料有限公司的离型膜,耐高温且不易残留胶质。肇庆离型膜加工定制
离型膜的生产关键在于涂布工艺。首先,将基材薄膜(如 PET)安装在放卷装置上,通过张力控制系统保持稳定输送。然后,在涂布辊的作用下,离型剂(如有机硅树脂溶液)均匀涂覆在薄膜表面,涂布厚度一般控制在 0.5 - 2μm。涂覆后的薄膜进入干燥烘道,在 120 - 180℃温度下,使溶剂挥发,离型剂固化形成离型层。然后,经冷却、收卷,完成离型膜生产。涂布过程中,涂布辊的精度、温度控制和张力调节直接影响离型膜的离型均匀性和稳定性 。。。肇庆离型膜加工定制
与离型膜相关的文章

与离型膜相关的新闻
-
阳江离型膜加工 2025-12-23 13:07:59离型膜的生产遵循 “基材预处理 - 硅油涂布 - 固化 - 后处理” 的标准化流程:1. 基材预处理:PET 膜需进行电晕处理,提升表面张力至 38-42mN/m,增强硅油附着力;PP 膜则通过火焰处理或等离子体处理活化表面,处理后表面接触角≤30°。2. 硅油涂布:采用狭缝涂布、逗号刮刀涂布或微凹...
-
抗静电离型膜价格优惠 2025-12-23 20:08:04离型膜的发展趋势 - 环保化:随着环保要求日益严格,离型膜逐渐向环保化方向发展。一方面,研发水性离型剂替代传统溶剂型离型剂,减少有机溶剂挥发造成的环境污染;另一方面,采用可降解材料作为基材,如生物基聚酯、聚乳酸等,降低废弃离型膜对环境的影响。此外,优化生产工艺,提高离型剂的利用率,减少废弃物产生,也...
-
河源双面抗静电离型膜 2025-12-22 01:07:20离型膜在电子行业的应用:电子行业是离型膜的主要应用领域。在 FPC 柔性电路板生产中,聚酰亚胺离型膜作为覆盖膜的载体,保护覆盖膜在加工过程中不受污染和损坏,其高耐热性确保在高温压合工艺中性能稳定;在液晶显示模组制造中,PET 离型膜用于偏光片的保护,其高透明度和低雾度特性,保证偏光片的光学性能不受影...
-
医疗用具用离型膜价格优惠 2025-12-21 05:07:09医疗领域对离型膜有严格的卫生和性能要求:1. 医用胶带背衬:采用医疗级 PP 离型膜,需通过 ISO 10993 生物相容性测试(细胞毒性、致敏性、刺激性均为阴性),离型力控制在 30-50g/25mm,确保胶带撕离时无碎屑残留,避免伤口出现病变。2. 透析导管包装:使用双层离型膜,内层为 PE 离...
与离型膜相关的问题
新闻资讯
产品推荐
-

清远黑色PET离型膜源头制造商
2026-01-07 -

梅州双硅PET离型膜制造商
2026-01-06 -

佛山红色PET离型膜源头工厂
2026-01-06 -
揭阳品质较高的PET离型膜工厂
2026-01-06 -

河源医疗设备用的PET离型膜
2026-01-06 -
佛山品质较高的PET离型膜销售厂
2026-01-05 -
东莞医疗设备用的PET离型膜
2026-01-05 -

江门红色PET离型膜生产厂家
2026-01-05 -

梅州蓝色PET离型膜推荐货源
2026-01-05