- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 全生命周期管理
- 服务内容
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
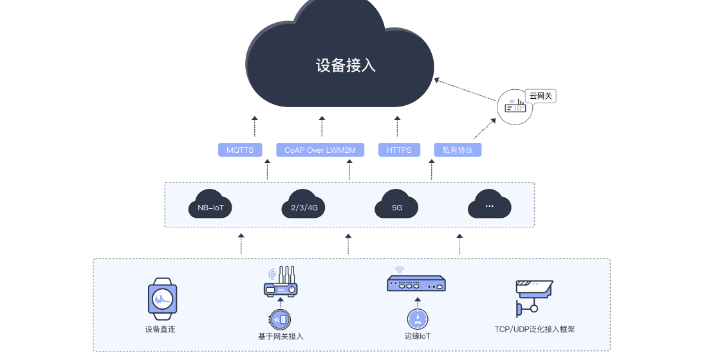
系统架构物联网平台通常可分为四个层次:设备层、网络层、平台层和应用层。设备层:包括各种物联网设备和传感器,负责采集环境数据和设备状态信息。网络层:通过各种网络技术(如WiFi、蓝牙等)将数据传输至云端或本地服务器。平台层:负责对数据进行存储、管理和分析。应用层:为用户提供可视化的界面,以便进行设备管理和数据分析。**要素与技术物联网技术的要素包括传感器、通信技术、云计算和大数据分析等。传感器、RFID标签、摄像头等感知设备能够实时采集生产现场的数据,如温度、湿度、速度、压力等。通过无线网络、有线网络或混合网络实现数据的互联互通。利用云计算、大数据、人工智能等技术对数据进行清洗、存储、分析和挖掘。设备全生命周期管理系统广泛应用于制造业、能源、交通、医疗等多个领域。生产设备全生命周期管理价格多少

三、设备运行与维护:实时监控与预警:物联网技术可以实时监测设备的运行状态,包括振动、噪音、温度等关键指标。当设备出现异常或即将达到维护阈值时,系统会自动触发预警,通知技术人员进行维护。预测性维护:基于大数据分析,物联网系统可以预测设备的故障趋势和剩余寿命。系统可以根据预测结果,自动生成维护计划,提前安排维护任务,减少非计划停机时间。远程维护与故障排查:技术人员可以通过物联网平台远程访问设备数据,进行故障排查和远程诊断。在必要时,还可以通过远程升级软件或调整参数,解决设备故障问题。四、设备性能优化与升级:性能分析与优化:物联网系统可以实时采集设备的运行数据,并进行性能分析。通过分析数据,系统可以识别设备的瓶颈和潜在问题,提出优化建议,提高设备运行效率。智能升级与改造:当设备需要升级或改造时,物联网系统可以自动记录升级前后的数据对比,确保升级效果符合预期。系统还可以根据设备的历史数据和运行状态,智能推荐升级方案,降低升级成本和风险。潍坊机电设备全生命周期管理软件设备管理系统能够提供设备的全生命周期数据,包括设备的运行时间、维修记录、故障情况等。
设备全生命周期管理系统集成了物联网、大数据、云计算等先进技术,旨在实现对生产设备从采购、安装、运行、维护到报废的全链条管理。该系统不仅提高了设备管理的透明度和效率,还通过数据分析为企业决策提供了有力支持。优势:实时监控:实时获取设备运行状态,及时发现并处理潜在故障。预测性维护:基于历史数据预测设备故障,提前安排维护,减少非计划停机。成本控制:优化备件库存管理,减少过度库存和缺货成本。决策支持:提供详尽的数据分析报告,辅助企业制定更加科学的设备管理策略。
设备全生命周期管理系统的应用案例:以地铁机电设备管理为例,设备全生命周期管理系统通过集成传感器、大数据分析和云计算技术,实现了对地铁机电设备的智能化管理。该系统能够实时监控设备状态、预测设备故障、优化运维流程,提升了设备运行效率,降低了故障率,确保了地铁的安全稳定运行。此外,在制造、能源、建筑等设备密集型行业,设备全生命周期管理系统也得到了广泛应用。这些系统通过数字化平台管理设备的全生命周期,帮助企业提升设备管理效率、减少停机时间、优化维护成本,并延长设备使用寿命。有助于避免设备的闲置和浪费,提高设备利用率,降低运营成本。
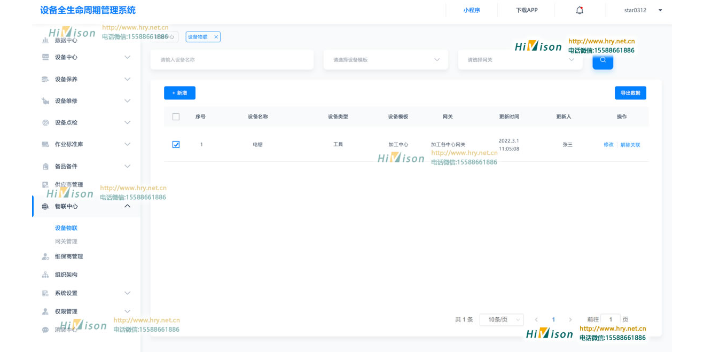
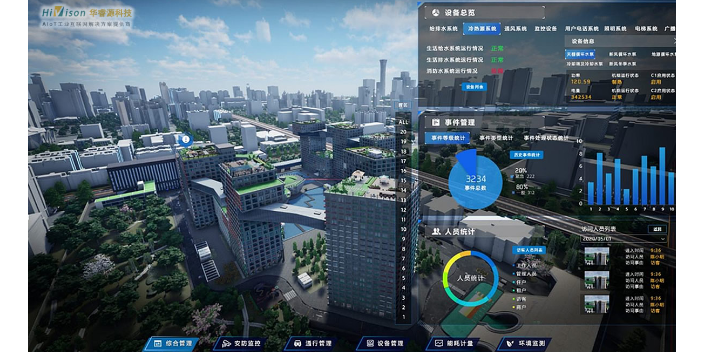
数据集成与可视化物联网系统可以将设备全生命周期的数据进行集成和可视化展示。通过图表、报表等形式,直观展示设备的运行状态、维护历史、性能趋势等信息。这有助于企业更好地了解设备的整体情况,为决策提供数据支持。同时,数据集成还可以实现不同部门之间的信息共享,提高协同工作的效率。智能决策支持基于大数据分析,物联网系统可以为企业提供智能决策支持。通过分析设备数据和市场趋势,系统可以预测设备需求、优化库存管理、制定采购计划等。这有助于企业提高运营效率,降低运营成本。同时,智能决策支持还可以帮助企业更好地应对市场变化,实现可持续发展。通过实时监控和数据分析,及时发现并处理潜在问题,避免设备故障导致的生产停滞。上海设备全生命周期管理
通过预测性维护和资源优化,提前规划维修和更换时间,减少因突发故障造成的损失。生产设备全生命周期管理价格多少
案例一:某汽车制造商采用设备全生命周期管理系统后,通过实时监控和预测性维护,成功将设备故障率降低了30%,非计划停机时间减少了25%,提升了生产效率。案例二:一家食品加工企业利用该系统优化备件库存管理,通过数据分析预测备件需求,有效降低了库存成本,同时确保了生产线的稳定运行。深远影响:提升运营效率:通过自动化和智能化管理,减少了人工干预,提高了管理效率。优化资源配置:基于数据分析的决策支持,帮助企业更加科学地分配资源。增强市场竞争力:通过提高生产效率和降低成本,增强了企业的市场竞争力。促进可持续发展:优化设备维护管理,延长设备使用寿命,减少资源浪费,符合可持续发展理念。生产设备全生命周期管理价格多少
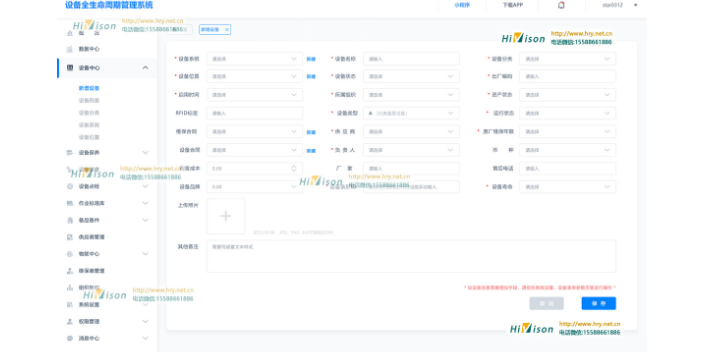
聚焦设备全生命周期管理,以“智能化管控、全流程闭环、低成本高效”为定位,为企业提供一站式设备管理解决方案,彻底改变传统设备管理依赖人工、流程混乱、数据滞后的现状。在设备采购规划环节,系统可整合企业生产计划、设备损耗情况、市场供应商信息等多维度数据,通过智能分析生成比较好采购方案,帮助企业选择性价比比较高的设备与供应商,同时实现采购流程的规范化审批,避免采购流程不规范带来的风险;在设备入库验收环节,系统支持扫码验收、参数核对、照片上传,自动记录验收结果,生成验收报告,确保入库设备符合企业需求,避免不合格设备投入使用;在设备安装调试环节,系统可记录安装调试流程、人员、时间等信息,同步留存调试数据,...
- 青岛石油资产设备全生命周期管理系统 2026-05-04
- 安徽设备全生命周期管理系统 2026-05-03
- 河北机械设备全生命周期管理系统 2026-05-03
- 青岛工厂设备全生命周期管理系统 2026-05-02
- 医疗设备全生命周期管理系统分析 2026-05-02
- 天津建筑设备全生命周期管理系统 2026-05-02
- 冶金设备全生命周期管理系统 2026-05-02
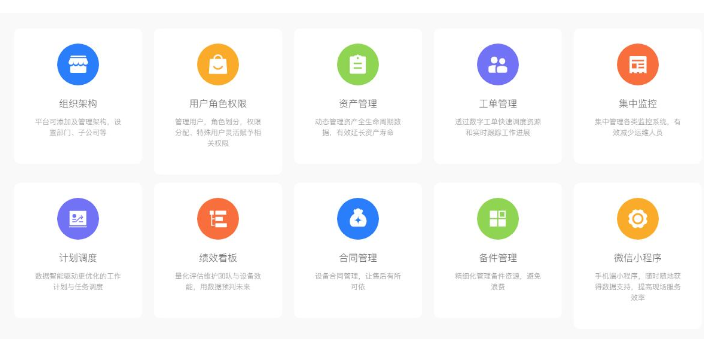
- 设备全生命周期管理系统功能模块 2026-05-01
- 上海电气设备全生命周期管理系统 2026-05-01
- 青岛加工设备全生命周期管理系统厂商 2026-04-30
- 水务设备全生命周期管理系统销售价格 2026-04-29
- 青岛设备全生命周期管理系统介绍 2026-04-28
- 医疗设备全生命周期管理系统功能 2026-04-28
- 重庆工具设备全生命周期管理系统制作 2026-04-28
- 湖北机电设备全生命周期管理系统 2026-04-27
- 重庆智能设备全生命周期管理系统制作 2026-04-26




- 安徽设备全生命周期管理系统 05-03
- 潍坊智能化能源管控系统企业 05-03
- 德州专业的能源管理系统app 05-03
- 河北机械设备全生命周期管理系统 05-03
- 青岛工厂设备全生命周期管理系统 05-02
- 医疗设备全生命周期管理系统分析 05-02
- 天津建筑设备全生命周期管理系统 05-02
- 冶金设备全生命周期管理系统 05-02
- 菏泽智能能源管控系统企业 05-01
- 淄博企业能源管理系统企业 05-01