- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
降低设备运行成本。改善供应链管理:工业物联网技术可以实时追踪物料、产品的流动情况,优化供应链布局和运输路线,降低物流过程中的能源消耗。通过对供应链数据的分析,可以识别出低效率和瓶颈环节,提出改进措施,提高整体运营效率。促进创新业务模式:工业物联网技术的应用可以促进制造业向服务型制造转型,通过提供基于数据的增值服务,创造新的盈利点。例如,基于能耗数据的能源管理服务、基于设备运行数据的设备健康管理服务等,都可以为制造业带来额外的收入。综上所述,工业物联网通过节约能源帮助制造业实现盈利的方式具有多样性和综合性。通过智能能耗监控与管理、提升能源利用效率、优化设备维护与管理、改善供应链管理以及促进创新业务模式等多个方面的综合作用,工业物联网为制造业带来了**的节能效果和盈利机会。并且需要一些维护)。能耗数据可用于改善生产计划,降低总体能耗,并降低相关成本。查明非工作时间浪费的能源也可以帮助您节省资金。3.供应链和劳动力优化工业物联网为供应链的各个方面提供实时信息。高效的实施为您提供了一幅清晰的画面,可以展示材料、设备和产品在整个流程中是如何移动的。实现对设备备件的库存管理,包括备件的采购、入库、出库和盘点等。化工设备管理系统生命周期

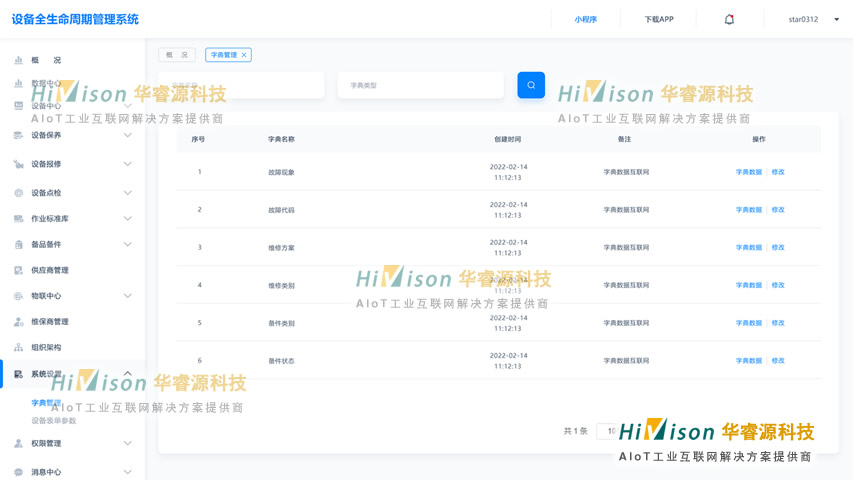
全生命周期管理实现从概念到报废的闭环控制。在选型阶段,基于数字孪生的虚拟验证可提前发现80%的适配性问题,某化工企业避免2000万元采购失误。运行阶段的自适应维护系统,通过强化学习动态优化策略,某钢铁厂设备可用率突破99.5%。报废评估模块整合区块链技术,某工程机械厂商二手设备溢价达15%。智能工单系统实现"需求-执行-验证"全流程自动化。基于数字孪生的故障模拟可将诊断时间缩短70%,某航空维修企业应用后,平均排故时间从8小时降至2.5小时。AR远程协作平台集成眼动追踪技术,指导效率提升3倍。知识管理系统采用图数据库构建故障图谱,某制药企业维修经验复用率突破90%。上海建筑设备管理系统生成设备利用率、故障率等报表,为采购、报废或技术改造提供数据支撑。

感知层技术演进新型传感器技术:采用MEMS振动传感器实现微米级位移检测,光纤传感技术用于高危环境监测边缘计算节点:部署具备AI推理能力的边缘网关,实现数据本地预处理(如某车企在焊装车间部署NVIDIA Jetson边缘节点)异构网络融合:5G+工业PON+TSN的时间敏感网络架构,确保关键数据低时延传输平台层技术数字孪生引擎:支持多物理场耦合仿真(如某航空发动机厂商的CFD+结构力学联合仿真)时序数据库优化:专为设备数据设计的压缩算法(如某系统采用Delta编码将存储空间降低70%)分布式架构:基于Kubernetes的微服务架构实现千万级设备接入
设备管理系统的知识库与统计分析功能将为企业的发展提供有力支持。数据驱动决策:通过设备管理系统的知识库与统计分析功能,企业可以积累大量的数据和经验。这些数据将成为企业决策的重要依据,帮助企业制定更加科学、准确的发展战略。智能化运营:借助设备管理系统的智能化功能,企业可以实现设备的远程监控、自动化维护和预测性维护等操作。这将有助于企业提高运营效率和灵活性,降低人力成本和运营风险。持续改进与创新:通过不断优化设备管理系统的知识库与统计分析功能,企业可以实现持续改进和创新。通过对设备的精细化管理,企业可以提高产品质量、降低能耗、减少排放,实现可持续发展目标。提高市场竞争力:借助设备管理系统的知识库与统计分析功能,企业可以快速响应市场需求变化,提高生产效率和产品质量。这将有助于企业在激烈的市场竞争中脱颖而出,赢得更多商机和发展机会。综上所述,设备管理系统的知识库与统计分析功能在企业的生产与运营中发挥着重要作用。通过知识库的集中管理和统计分析的深入挖掘,企业可以更好地利用设备和资源,提高生产效率、降低运营成本、预测未来发展。随着工业,这些功能将更加重要。企业应重视设备管理系统的建设与发展。系统对收集到的数据进行分析和处理,发现设备的异常情况,如故障预警、性能下降等。
实施全生命周期管理的企业普遍获得收益:直接经济效益:平均降低运维成本25-35%,减少非计划停机60-80%。某汽车厂冲压设备MTBF从400小时提升至1500小时。管理效能提升:工单处理效率提高50%以上,备件库存下降20-40%。某机场通过智能调度将设备利用率提升22%。可持续发展:设备寿命平均延长15-20%,能耗降低10-25%。某水泥厂通过能效优化年减排CO₂1.2万吨。展望未来,随着5G、边缘计算和AI技术的融合,设备管理将进入自主决策的新阶段。自适应维护、预测性更换、自优化运行等场景将成为现实。某试验性智能工厂已实现90%的设备异常自主诊断和处置。通过监测设备的能耗数据,企业可以识别能源浪费的环节,采取节能措施,降低能源消耗成本。化工设备管理系统生命周期
减少人工巡检和纸质记录,维修响应速度提升30%以上。化工设备管理系统生命周期
备件耗材管理模块的智能化升级同样成效。智能库存系统通过分析设备维修记录和备件消耗规律,建立动态安全库存模型,既避免了库存积压,又确保了维修需求。某飞机制造商应用该系统后,备件库存周转率提升了百分之三十五,减少资金占用近亿元。此外,全流程追溯功能实现了从采购、入库、领用到报废的闭环管理,某石化企业借此将备件管理效率提升了百分之五十。设备监控功能的提升引人注目。通过部署各类智能传感器,系统能够实时采集设备的振动、温度、电流等关键参数,并基于机器学习算法进行异常检测。某风电场的实践案例显示,系统可提前数百小时预测设备潜在故障,准确率达到百分之九十以上。三维可视化技术的应用则让设备状态一目了然,某核电站采用全息投影技术后,参数识别效率提升了六倍之多。化工设备管理系统生命周期

实施ELMS的战略价值体现优化总拥有成本(TCO)通过减少非计划停机损失和优化备件库存资金占用,实现设备管理成本的结构性下降。提升设备可用性应用预测性维护技术将非计划停机时间压缩30%~50%,提升产线运行稳定性。延长资产服役周期基于科学维护策略使关键设备使用寿命延长20%以上,比较大化资产投资回报。支持可持续发展通过精细的退役评估和设备残值比较大化利用,构建绿色循环经济模式。技术赋能:ELMS的智能化演进路径物联网(IoT)技术:部署多参数传感网络实现设备运行状态的实时数据采集与传输。数字孪生应用:构建高保真虚拟设备模型,支持运行状态仿真与故障场景推演。AI与大数据分析:开发基于深度学习的故...
- 青岛设备管理系统有哪些 2026-05-15
- 湖北资产设备管理系统 2026-05-15
- 湖北生产设备管理系统 2026-05-15
- 青岛化工厂设备管理系统厂家 2026-05-14
- 贵州机床设备管理系统 2026-05-14
- 加工设备管理系统生命周期 2026-05-14
- 甘肃设备管理系统平台 2026-05-14
- 重庆机械设备管理系统搭建 2026-05-13
- 河南设备管理系统 2026-05-13
- 工厂设备管理系统服务价格 2026-05-13

- 湖北设备管理系统价格 2026-05-11
- 湖南设备管理系统 2026-05-11
- 四川加工设备管理系统价格 2026-05-11
- 青岛化工厂设备管理系统功能 2026-05-11
- 生产设备管理系统应用 2026-05-10
- 生产设备管理系统结构设计 2026-05-09




- 贵州机床设备管理系统 05-14
- 加工设备管理系统生命周期 05-14
- 甘肃设备管理系统平台 05-14
- 重庆机械设备管理系统搭建 05-13
- 河南设备管理系统 05-13
- 工厂设备管理系统服务价格 05-13
- 青岛设备管理系统 05-13
- 青岛特种设备管理系统供应商 05-12
- 设备管理系统SAAS 05-12
- 重庆电气设备管理系统 05-12