型材散热器在电力电子领域的选型需精确匹配器件热特性。以 IGBT 模块为例,其热流密度常达 50-100W/cm²,需搭配基板厚度≥5mm 的型材散热器,通过增大热扩散路径降低热点温度。6063 铝合金因导热系数(201W/(m・K))与成本平衡,成为主流选择,而在高频工况下,含硅量 0.4%-0....
型材散热器基本参数
- 品牌
- 锦航
- 型号
- 型材散热器
- 加工定制
- 是
型材散热器企业商机
型材散热器的振动可靠性需严格验证。按照 IEC 60068-2-6 标准,进行 10-2000Hz 扫频测试,加速度 20g,每轴 10 次循环后,检查结构无裂纹,安装孔位位移≤0.05mm。高铁牵引变流器的散热器还需通过正弦拍频测试,在 50Hz 与 100Hz 叠加振动下,疲劳寿命≥10⁷次循环,鳍片根部应力集中系数控制在 1.5 以内。小型化型材散热器在消费电子中的创新应用。无人机飞控系统采用 0.3mm 超薄鳍片(间距 0.8mm),通过微挤压工艺成型,重量只 15g 却能实现 30W 散热。基板集成热管槽道(直径 2mm),将局部热流从 5W/cm² 扩散至 1W/cm²,热点温度降低 8℃。表面采用化学转化膜处理,耐汗渍腐蚀性能达 48 小时,满足手持设备需求。好的散热器会提高机器的运行效率和性能。太原铜料型材散热器定制
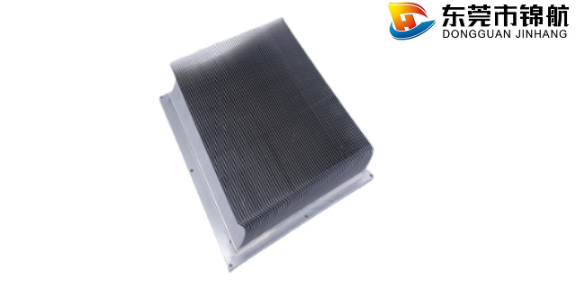
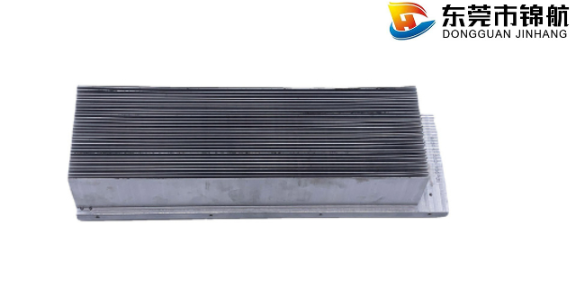
型材散热器以铝合金为主要基材,主要加工工艺为挤压成型,该工艺决定了其结构规整性与批量生产优势。挤压成型前,需将铝合金棒材(常用 6063、6061 型号)加热至 500~550℃(接近铝合金的半熔融状态,屈服强度大幅降低),随后通过挤压机以高压(通常 30~50MPa)将高温铝棒推入定制的模具型腔中。模具型腔按散热器的齿形、齿高、齿间距设计,铝棒在压力作用下充满型腔,形成连续的型材结构,再经牵引机拉伸出模具,冷却至室温(可采用风冷或水冷加速冷却,冷却速度控制在 5~10℃/min,避免型材变形)。冷却后的型材需进行定尺切割(精度 ±0.5mm),随后通过数控铣削加工安装孔、定位槽等细节结构。部分高级产品还会进行时效处理(6063 铝合金通常在 175℃下保温 8~12 小时),通过析出强化提升型材的硬度(从 HB40 提升至 HB80 以上)与力学性能。挤压工艺的优势在于可批量生产(每小时产量可达 100~300 米)、齿形一致性高(误差≤0.1mm)、成本低,尤其适合直齿、梳齿等规则结构的散热器,是消费电子、汽车电子等大批量应用场景的优先选择工艺。江门汽车型材散热器报价散热器的安装方式和属性对于散热器的使用效果和稳定性有着重要的影响。
型材散热器的仿生优化设计提升性能。模仿蜂巢结构的六边形鳍片,在相同体积下比矩形鳍片增加 15% 散热面积,且力学强度提升 20%。借鉴叶脉分布的梯度鳍片设计,热源中心鳍片密度高(每 cm²8 片),边缘渐疏(每 cm²4 片),使温度分布均匀性提升至 90%。通过计算流体力学验证,仿生结构在自然对流下散热效率提升 12%-18%,已应用于 LED 路灯、户外控制柜等领域。大功率型材散热器的均温性设计尤为重要。对于多芯片模块,散热器基板的平面度需控制在 0.1mm/m 以内,确保各芯片的接触热阻一致。通过有限元分析优化基板厚度(通常 3-10mm),较厚基板虽增加重量,但能降低横向热阻,使表面温差控制在 3℃以内。部分高级产品采用搅拌摩擦焊技术拼接大面积基板(≥500mm),焊缝热阻与母材相当,避免传统焊接的热阻突变。
型材散热器的挤压工艺决定了其结构连续性与尺寸精度。生产时,金属坯料在高温高压下通过模具挤出,形成一体化的鳍片与基板结构,避免了组装式散热器的接触热阻问题。模具设计需精确计算鳍片厚度(通常 0.8-2mm)与高度(10-100mm),以匹配不同功率器件的散热需求。对于大功率场景,可通过镶嵌铜块或复合铝材提升局部导热能力,铜铝复合型材的热导率可达 250W/(m・K) 以上,适用于 CPU、IGBT 等高热流密度元件。型材散热器的散热性能评估需结合热阻与压降参数。热阻(℃/W)反映热量传递阻力,高质量产品在自然对流下热阻可低至 0.5℃/W,强制风冷时能降至 0.1℃/W 以下。压降则关系到风扇能耗,鳍片排列的导流设计可减少气流紊乱,例如采用倾斜鳍片或波纹结构,在相同风量下压降降低 15%-20%。此外,热仿真软件(如 ANSYS Icepak)可通过模拟流场与温度场,优化鳍片数量与分布,缩短产品开发周期。散热器在高温环境下会发生故障,影响机器的正常运行。

LED 工矿灯(功率 50~200W)因散热功率高,采用大尺寸型材散热器(直径 150~250mm,高度 30~50mm),齿高 15~25mm,齿间距 1.5~2mm,搭配轴流风扇(风速 3~5m/s,噪音 < 40dB)实现强制风冷;风扇与散热器之间采用防尘网(孔径≤0.5mm),防止粉尘堵塞齿间隙;底座厚度 8~10mm,确保热量快速扩散至齿阵,避免局部热点(LED 铝基板温差≤5℃)。LED 庭院灯等户外设备需加强耐候性设计:表面采用硬质黑色阳极氧化(膜厚≥15μm,耐盐雾 500 小时);底座与灯杆连接采用不锈钢螺栓(防腐蚀);齿阵设计为倾斜结构(避免雨水堆积)。通过上述设计,LED 照明设备的光衰率可控制在 6000 小时≤10%,满足行业标准。品牌散热器的售后服务也是考虑散热器选购的因素之一。东莞铜料型材散热器优点
散热器的声音也是选购时需要考虑的因素之一,噪声较大的散热器会对使用者造成打扰。太原铜料型材散热器定制
型材散热器与铲齿散热器均为铝合金材质的主流散热产品,但加工工艺与性能差异明显,需根据应用场景精确选型。从加工工艺看,型材散热器通过挤压成型,适合大批量生产(年产量可达百万件级),成本低(比铲齿散热器低 30%~50%),但齿形受限(直齿、梯形齿等规则结构,齿间距≥1mm);铲齿散热器通过数控铲齿加工,无需模具,可定制斜齿、波浪齿等复杂结构,齿间距 0.8mm,灵活性高,但生产效率低(单件加工时间是型材的 5~10 倍),成本高,适合小批量、定制化需求。太原铜料型材散热器定制
与型材散热器相关的文章

广东热管型材散热器厂家
- 江苏汽车型材散热器优点 2025-12-29
- 中山光学型材散热器性能 2025-12-29
- 型材散热器定制 2025-12-29
- 江苏1060型材型材散热器生产 2025-12-29
- 江门电子型材散热器报价 2025-12-29
- 山西光学型材散热器厂家 2025-12-29
- 新能源型材散热器工艺 2025-12-29
- 安徽铲齿型材散热器性能 2025-12-28
- 广东铝型材型材散热器加工 2025-12-28
- 东莞铜料型材散热器厂家 2025-12-28
- 广州铝型材型材散热器加工 2025-12-28
- 江门光学型材散热器生产 2025-12-28
与型材散热器相关的产品



与型材散热器相关的新闻
-
合肥电子型材散热器生产 2025-12-28 09:09:53型材散热器的振动可靠性需严格验证。按照 IEC 60068-2-6 标准,进行 10-2000Hz 扫频测试,加速度 20g,每轴 10 次循环后,检查结构无裂纹,安装孔位位移≤0.05mm。高铁牵引变流器的散热器还需通过正弦拍频测试,在 50Hz 与 100Hz 叠加振动下,疲劳寿命≥10⁷次循环...
-
六安光学型材散热器材质 2025-12-28 04:04:14型材散热器作为一种实用美观的取暖设备,受到了越来越多人的喜爱。在实用性方面,型材散热器表现出色。它采用先进的散热技术,能够快速将热量散发到室内,满足人们的取暖需求。同时,其智能温控功能可以根据室内温度自动调节散热功率,既节能又环保。无论是家庭使用还是商业场所应用,它都能提供持久稳定的取暖效果。在美观...
-
深圳型材散热器厂家 2025-12-28 19:04:22型材散热器的热仿真优化需多维参数协同。利用 ANSYS Fluent 建立模型时,需定义材料各向异性导热系数(挤压方向与径向差异约 5%-10%),设置合理的网格密度(鳍片区域≤1mm)。仿真结果需通过红外热成像验证,热点温度偏差控制在 ±2℃内。针对 300W 以上的大功率场景,需耦合流场与温度场...
-
江苏电子型材散热器生产 2025-12-28 00:14:41型材散热器在电力电子领域的选型需精确匹配器件热特性。以 IGBT 模块为例,其热流密度常达 50-100W/cm²,需搭配基板厚度≥5mm 的型材散热器,通过增大热扩散路径降低热点温度。6063 铝合金因导热系数(201W/(m・K))与成本平衡,成为主流选择,而在高频工况下,含硅量 0.4%-0....
与型材散热器相关的问题
新闻资讯
产品推荐
-

6063未时效型材铲齿散热器生产
2026-01-10 -

广东铝型材铲齿散热器优点
2026-01-10 -

山西电子铲齿散热器工艺
2026-01-10 -

六安铲齿散热器厂家
2026-01-10 -
安徽6063未时效型材铲齿散热器设计
2026-01-10 -

山西光学铲齿散热器设计
2026-01-10 -

广东铜料铲齿散热器生产
2026-01-10 -
湖南工业铲齿散热器
2026-01-10 -

太原水冷铲齿散热器加工
2026-01-10