- 品牌
- 思大泊
- 型号
- 齐全
材料 配比/质量份B阶树脂 100 增黏剂 2.6丁腈-40橡胶 70 触变剂 0.4复合促进剂 6 助剂 1.3B阶树脂的合成:由双酚A型环氧树脂、线性酚醛树脂及胺类固化剂在一定温度和压力下反应一定时间制得。②复合促进剂的制备:由咪唑类和改性胺类促进剂按比例混合均匀制得。③拼接胶模的制备:先将丁腈橡胶在开炼双辊机上薄通数遍,然后加入B阶树脂混炼均匀,再加入增黏剂、复合促进剂、触变剂和助剂混炼均匀,出料。将该料在无溶剂自动化成膜设备上热压成膜。连续的热复合生产工艺高效快捷。浦东新区质量铝蜂窝芯厂家供应
1、按施工图纸分格划出横梁位置轴线。2、将角码按标识线位焊接固定。3、把横梁放置于两角码间,微调至进出位与立挺表面平。4、较正水平度与进出位置。5、满焊。6、去渣除锈二遍防锈漆涂层。石材铝蜂窝板挂板以横平竖直原则标识立挺与横梁中心轴线,按设计胶缝调整弯弧板,将整个单元柱子包完,再作整体较正,保证上下分格、垂直与平整度误差在2毫米,将所有螺丝补齐。1.吊耳式 此安装方法是吊耳和蜂窝板分离式,吊耳单独加工后连接与蜂窝板的胶缝位置,胶缝适宜宽度为≥12mm,此安装方法使加工简单,安装方便。浦东新区质量铝蜂窝芯厂家供应由于蜂窝材料具有抗高风压、减震,隔音、保温、阻燃和比强度高等优良性能。
铝单板为普通非复合板材,与蜂窝板相比,不具有上述优点,但相比而言,造价上3MM厚的铝单板一般要比25MM蜂窝板低15~20%。因为自重和成型的原因,建筑上比较少用到4MM厚的铝单板,而这种厚度的铝单板的造价与蜂窝板产品相差*在5%左右。在铝蜂窝板的加工复合过程中,按照已有文字资料、图纸进行钣金加工和铝蜂窝板加工复合细化设计, 有以下几个步骤:a.把不正规的手画图全部改为AUTO CAD画图,经确认后,打印三份,按批次、图号装订成册。技术(完工后转档案室)一份,车间一份,品保检验一份。
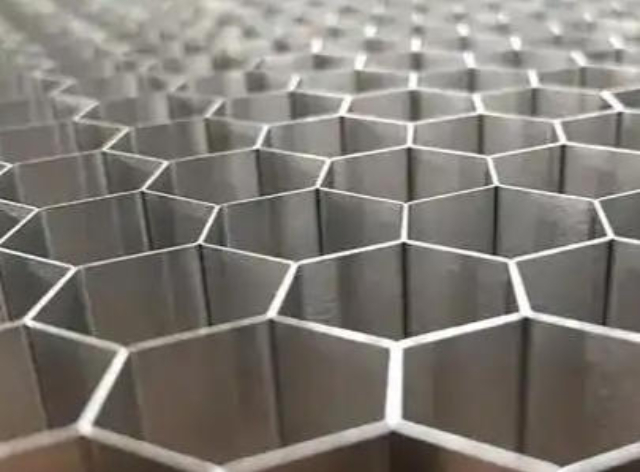
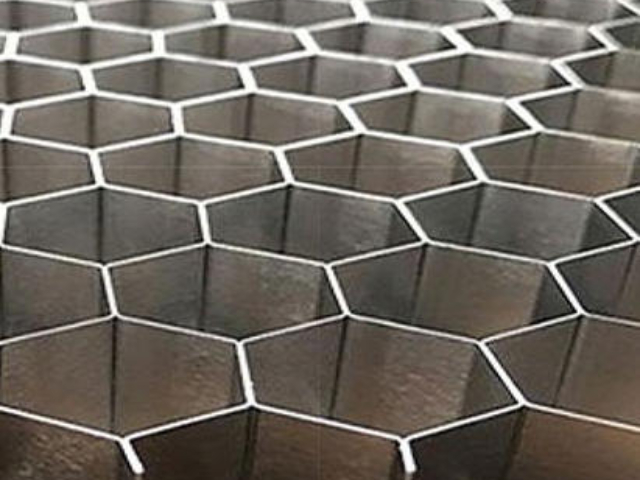
压制好的蜂窝芯材在用于夹层结构前,用切纸机按所需芯材的高度切成一定宽度的条材,然后将其拉伸呈蜂窝孔格形状,置于浸胶槽内,用合适浓度的浸渍胶浸渍1~2分钟。蜂窝壁材料须浸透,可以采用多次浸渍以控制一定的容重和强度。图4-108 蜂窝夹芯拼接方式示意图浸渍后,根据需要在平板或成型模上加热固化定形后,即可用于夹层结构的干法成型。对于聚酯树脂体系浸渍的芯材,在浸渍固化后即可直接用于夹层结构(湿法成型)。制造大面积或异形产品时,为满足外廓尺寸的要求,有时需进行拼接。可取少量胶液涂在拼接处,用夹子(加热或无需加热)固定以施加压力,胶液固化后即可(见图4-108)。 [3]采用涂层烘烤技术,确保涂层的附着力以及色彩均匀性和饱和度。
2.翻边式 此安装方式是加工铝蜂窝板时即加工有安装用翻边,安装只需按位置连接与龙骨及胶缝处即可,适宜胶缝宽度为≥10mm,此方法安装方便,但加工稍复杂,不适用于造型幕墙板。3.扣条式 此节点为铝扣条式,扣条为特定型材,安装简单,但此方法对板材加工精度要求较高,不建议使用于长度大于3000mm以上的板材。根据扣条的宽度,板材中缝有20mm和40mm等。石材铝蜂窝板打胶与清洁1、将铝蜂窝板板面保护膜折边部分撕开,按90°转角折边处贴上美纹纸。美纹纸在“+”字胶缝处应折成90°转角,整个板块美纹纸一次到位,用力扫平,避免美纹纸折皱。环氧树脂类胶粘剂特点是对铝材附着力好、耐高温、潮气影响小,缺点是胶膜脆,剥离强度不高。黄浦区无忧铝蜂窝芯厂家供应
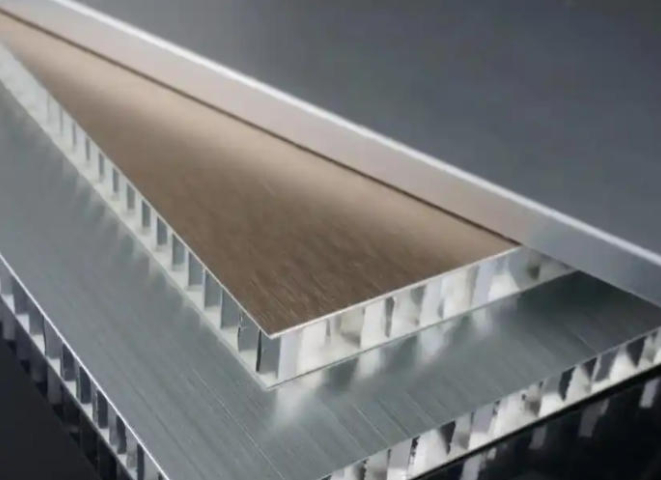
铝蜂窝板装饰面板的材质一般选用3003、5005等牌号,合金成份低的1100板材较少采用。浦东新区质量铝蜂窝芯厂家供应
(2)可根据要求提供需要的颜色,还可以提供各种特殊涂层。2、成型技术(1)通过系列模具逐步成型,充分释放板材内部的应力。(2)保护面板表面的涂层不受损伤,更为耐用。整个生产流程保证板材加工尺寸的高精度。(3)连续的热复合生产工艺高效快捷。3、蜂窝复合技术(1)源自现代航空的科技成果,重量更轻,但板材的强度更高。(2)利用高温复合和面板热压技术,确保板材的整体性、强度和平整度。1、铝装饰面板铝蜂窝板装饰面板的材质一般选用3003、5005等牌号,合金成份低的1100板材较少采用。装饰面采用喷涂或辊涂形式,涂层为聚酯或氟碳漆,外墙板比较好选用喷涂板,并且要求三涂以上,漆层厚度≥40μm,这样才能保证涂层的耐久性。 铝板在涂漆前需经过严格的表面阳极化处理,以保证足够的涂层附着力和与蜂窝芯的粘接强度,面板涂层应满足国家规范YS/T429.2-2000的要求。浦东新区质量铝蜂窝芯厂家供应
上海思大泊新材料科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在上海市等地区的化工中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来思大泊供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
六、轨道交通系列公共汽车、火车、地铁及轨道交通车辆、商用运输车和货柜车车体,船上建筑,广告牌,室内装饰工程,室内隔断及商品展示台。七、电子白板系列电子白板:其背板材料选用蜂窝铝板制造而成,蜂窝铝板源于航空航天材料用于民用产品技术的**产品,保证了产品的防潮、防火、不变形,确保了产品10年以上的使用寿命。板面经久耐用、板体坚固抗重击,采用高耐磨涂料制造的**投影书写膜或面板,抗划痕、高亮度、高清晰、易清洁(可以使用白板清洁剂或湿布擦拭)将铝蜂窝板板面保护膜折边部分撕开,按90°转角折边处贴上美纹纸。松江区本地铝蜂窝芯哪家好b.对没有进行铝蜂窝板板块编号的图纸,要统一编号。对已编号的图号进一步编号...
- 静安区国产铝蜂窝芯多少钱 2026-03-21
- 闵行区质量铝蜂窝芯批量定制 2026-03-21
- 金山区无忧铝蜂窝芯销售厂 2026-03-21
- 崇明区国产铝蜂窝芯销售价格 2026-03-21
- 上海生态铝蜂窝芯生产厂家 2026-03-20
- 宝山区无忧铝蜂窝芯销售厂 2026-03-20
- 上海本地铝蜂窝芯批量定制 2026-03-20
- 崇明区无忧铝蜂窝芯推荐厂家 2026-03-20
- 崇明区生态铝蜂窝芯市价 2026-03-20
- 杨浦区生态铝蜂窝芯厂家供应 2026-03-20

- 普陀区生态铝蜂窝芯销售价格 2026-03-19
- 崇明区生态铝蜂窝芯多少钱 2026-03-19
- 松江区本地铝蜂窝芯生产厂家 2026-03-19
- 金山区质量铝蜂窝芯多少钱 2026-03-19
- 青浦区生态铝蜂窝芯哪家好 2026-03-19
- 浦东新区国产铝蜂窝芯市价 2026-03-19



- 静安区国产铝蜂窝芯多少钱 03-21
- 金山区无忧铝蜂窝芯销售厂 03-21
- 嘉定区质量铝蜂窝板市价 03-21
- 奉贤区常见铝蜂窝板推荐厂家 03-21
- 崇明区国产铝蜂窝芯销售价格 03-21
- 宝山区生态胶粘剂销售方法 03-20
- 闵行区国产铝蜂窝板推荐厂家 03-20
- 普陀区质量铝蜂窝板厂家供应 03-20
- 黄浦区生态铝蜂窝板厂家供应 03-20
- 松江区质量铝蜂窝板销售方法 03-20