为适配宽厚板生产线,常州康普斯冶金设备科技有限公司研发的大型宽厚板轧辊单重可达 50 吨,采用整体锻造工艺,内部组织均匀无缺陷。公司的大型锻造车间配备 12000 吨液压机,可实现大型轧辊的整体锻造,避免分段锻造导致的结合面缺陷。热处理过程中,通过可调节前列的热处理支架,确保辊体长达 5 米的表面加热均匀,硬度差≤3HRC。在 20mm 厚钢板轧制中,该轧辊可承受 10000kN 轧制力,钢板平面度误差控制在 2mm/m 以内,满足桥梁用钢的严苛标准,已应用于国内多座大型桥梁用钢生产项目。常用于四辊、六辊及多辊冷轧机。甘肃铸铁轧辊联系方式
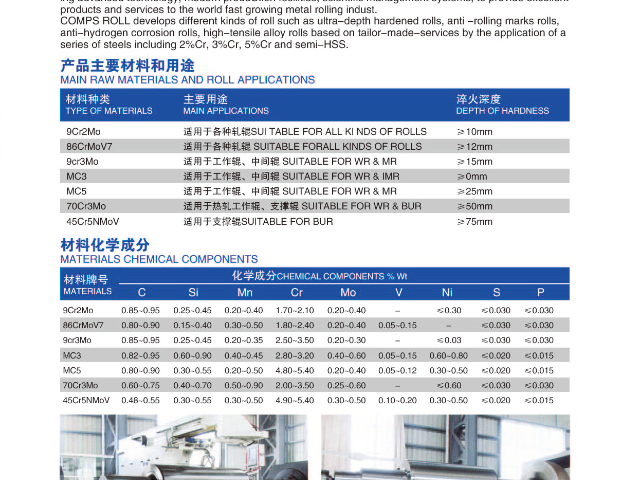
公司现阶段所有产品均采用国内先进的热处理淬火技术,生产的冷轧工作辊、中间辊、矫直辊等具有淬硬层深,辊身硬度均匀,光洁度高等优点,相比于同行产品使用寿命更长。公司生产轧辊所用的材料多为国内有名钢厂的锻件,主要有Cr2/Cr3/Cr4/Cr5系列以及高速钢等,产品加工直径范围为12mm到1500mm,辊身长度为7000mm,淬硬深度10-150mm,重量小于50吨,规格齐全,交货期短。产品在出厂前,均通过以下严格质量检测:1、硬度和淬硬层深度检测;2、金相组织化验;3、品粒度检测;4、残余奥氏体含量的测定;5、机械尺寸和形位公差检测各种细节,力争做到一丝不苟,只为客户买的放心,用的舒心。安徽炭素轧辊多久合金钢经模锻、调质、深冷处理及精密磨削制造。
磨削: 轧辊在使用一定周期后,表面会出现磨损、粗糙度上升或微小裂纹,必须从轧机上拆下,在专门的轧辊磨床上进行磨削,去除疲劳层,恢复其尺寸精度和表面光洁度。探伤: 每次磨削后和使用前,都必须使用超声波、磁粉或涡流等无损探伤技术,检查轧辊内部和表面是否存在裂纹、夹杂等缺陷,防止事故发生。冷却与润滑: 在轧制过程中,必须使用大量的轧制油或乳化液对轧辊和铝材进行喷射,起到冷却、润滑和清洗的作用。良好的冷却能有效延缓热裂纹的产生。使用寿命: 一根轧辊从新辊到报废,其总磨削量是有限的。通过优化轧制工艺、提高轧辊质量和完善维护制度,可以比较大化其使用寿命,降低吨铝成本。
常州康普斯冶金设备科技有限公司的镀锌板轧辊表面采用陶瓷涂层处理,结合**磨削工艺,涂层厚度均匀性达 ±0.005mm,摩擦系数低至 0.06。公司的陶瓷涂层生产线采用等离子喷涂技术,涂层与基体结合强度高,经过多次冷热循环测试无脱落现象。双频淬火炉的精确温控系统,确保涂层与基体结合牢固,附着力达 50MPa 以上。在镀锌板连续生产中,该轧辊可有效防止锌层粘连,板面锌层厚度公差控制在 ±2μm,产品合格率提升至 99.5%,某镀锌板企业使用后,年减少因锌层粘连导致的废品损失超 150 万元。主要用于调节轧制压力和板带形状,保证产品厚度与平整度。

借鉴先进轧辊制备原理,常州康普斯冶金设备科技有限公司的耐磨轧辊通过优化成分设计,形成大量细小均匀的共晶碳化物,显微硬度达基体的 1.5 倍以上。公司的材料研发团队针对不同磨损工况,研发多种耐磨合金配方,可根据客户使用场景推荐比较好材质方案。这些碳化物构成耐磨支点,配合强韧性基体的支撑作用,有效抵抗磨粒磨损与粘着磨损。在矿石粉压延中,该轧辊磨损量较普通轧辊降低 70%,使用寿命延长 3 倍,某矿石加工企业使用后,年减少轧辊更换成本超 200 万元。确保改制后辊面硬度与均匀性、控制辊身工作层剩余厚度、保证结合层无缺陷、台肩等非工作部位的强化。湖南锻钢轧辊厂家
降低采购成本、减少资源浪费、促进循环经济。甘肃铸铁轧辊联系方式
技术发展趋势材料创新:高速钢轧辊: 具有更高的耐磨性和抗热裂性,寿命比传统合金铸钢辊长2-3倍,已成为**冷轧和热轧的主流选择。陶瓷材料轧辊: 处于研发阶段,具有极高的硬度和耐磨性,但韧性和成本是主要挑战。表面处理技术: 如激光熔覆、等离子喷涂等,用于修复磨损的轧辊或赋予其表面更优异的性能。智能化与预测性维护: 利用传感器和大数据分析,实时监控轧辊的运行状态(如温度、振动),预测其剩余寿命和比较好磨削周期,实现从“计划性维护”到“预测性维护”的转变。甘肃铸铁轧辊联系方式
常州康普斯冶金设备科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的冶金矿产中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来常州康普斯冶金设备科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!