- 品牌
- 赛霆
- 型号
- 齐全
日本东京大学利用一种 WFDG技术制作了微冲压加工的冲头与冲模, 利用该模具进行微细冲压, 可在 50μ m厚的聚酰胺塑料板上冲出宽为 40μ m的非圆截面微孔。在超薄壁金属筒形件拉深方面, 清华大学有了良好的开端。超薄壁拉深技术的关键是要有高精度的成形机。 他们在壁厚为 0.001mm~ 0.1mm的超薄壁金属圆筒成形中, 研制出一台有微机控制功能的精密成形试验机, 使冲头与凹模在加工过程中对中精度达到 1μ m, 有效地解决了超薄壁拉深中易出现起皱与断裂而不能正常操作的难题。利用该机对初始壁厚为 0.3mm 的黄铜和纯铝进行一系列变薄拉深加工, 加工出内径为 16mm, 壁厚为 0.015mm~0.08mm,长度为 30mm的一系列超薄壁金属圆筒。 经检测, 成形后的超薄壁筒壁厚差小于 2μ m, 表面粗糙度 Ra0.057μ m, 从而**地提升了应用该超薄壁圆筒仪器仪表的精度, 相应地也提升了安装该仪器仪表整机的性能。包括冲孔和落料,是冲压件加工中基本的工序之一。宜兴好用冲压件费用

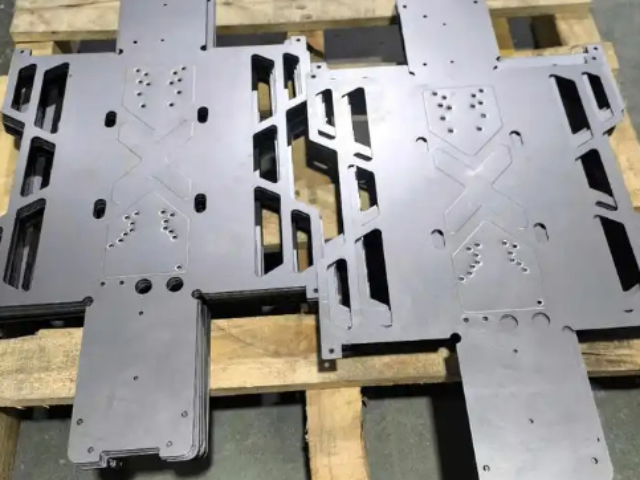
利用磨具压力使板料产生变形,从而获得具有一定形状、尺寸和性能的零件塑性加工工艺,称为冲压。而冲压之后得到的零件称为冲件。 [1]冲件的几何形状、尺寸和精度对冲压工艺影响很大。冲件的工艺性指冲件对冲压工艺性的适应度。冲件具有良好的工艺性有利于节省材料、减少成形工序、提高磨具寿命和产品质量。 [2]冲压的具体工序包括冲裁、精冲、拉伸、旋压、弯曲、翻边、胀形等。对冲裁件工艺性影响比较大的是制件的结构形状、精度要求、形位公差及技术要求等。冲裁件合理的工艺性应能满足材料较省、工序较少、模具加工较易、寿命较长、操作方便及产品质量稳定等要求。冲裁件的工艺性应考虑以下几点:江苏基础冲压件批量定制包括铝及铝合金、铜及铜合金等。铝及铝合金密度小、导电性好、耐腐蚀性强;
发达工业国家对微细加工的研究开发十分重视, 投入了大量的人力、 物力、 财力, 一些有远见的***大学和公司也加入了这一行列。我国在这方面也做了大量的研究工作, 有理由认为在 21 世纪, 微细加工一定会像微电子技术一样, 给整个世界带来巨大的变化和深刻的影响。对于模具工业, 由于冲压零件的微型化及精度要求的不断提高, 给模具技术提出了更高的要求。原因是微零件比传统的零件成形要困难得多, 其理由是: ①零件越小, 表面积与体积比迅速增大; ②工件与工具间的粘着力, 表面张力等***增大
这就表明系统的识别精度、预测精度和控制精度均依赖于定量描述精度的提高, 故要不断予以修改、 提高。且检测精度、 识别精度、 预测精度和监控精度系统本身也要不断完善提高。 这样, 智能化冲压才能达到应有的水平。有关研究表明在拉深过程的智能化控制中, 比较好工艺参数的预测**终归结为压边力变化规律的确定, 而压边力的控制又基于压边力的预测研究。 预测拉深成形压边力的传统方法主要有两种: 实验法和理论计算法。近年来又把人工神经网络和模糊论等人工智能理论引入压边力比较好控制曲线的预测研究中, 目前变压边力控制技术已成为学术界和工业界的一个研究热点。精密冲裁的简称,是在普通冲裁技术基础上发展起来的一种精密板料冲裁工艺。

而压边力变化规律的理论根据就是确定起皱或破裂的临界条件, 可见拉深中法兰起皱和破裂的临界条件的正确确定不可不重视。进一步研究还表明, 对锥形件拉深而言, 法兰起皱区几乎被侧壁起皱区所包围, 故克服了侧壁起皱同时也就克服了法兰起皱, 所以对锥形件拉深来说, 其主要矛盾集中于工件破裂和侧壁起皱。故其压边力大小范围要控制在侧壁不起皱(**小极限)和侧壁不破裂比较大极限)之间。 [2]绿色冲压绿色制造是一个综合考虑环境影响与资源效率的现代制造模式, 而绿色冲压亦是如此, 实质上就是人类可持续发展战略在现代冲压中的具体体现。它应包括在模具设计, 制造、 维修及生产应用等各个方面。手机外壳、电子元件支架等小型精密零件,冲压件在电子产品中占据重要地位。滨湖区定制冲压件供应商家
食品金属罐壳、钢精锅炉等日常生活用品也大量使用冲压工艺。宜兴好用冲压件费用
精冲是精密冲裁的简称,它是在普通冲裁技术上基础上发展起来的一种精密板料冲裁工艺。 [1]精冲件工艺应考虑以下几点:(1)圆角半径精冲件外形和内形的夹角部位都应用圆角连接。圆角半径过小时,尖角处的剪切面易发生撕裂,模具刃口易崩裂或产生严重磨损。**小圆角半径与精冲件料厚、力学性能以及尖角部位、夹角大小有关,见图7。(2)孔径和孔间(边)距精冲件的最小孔径与材料厚度及力学性能有关,见图8。(3)槽宽和槽边距精冲槽形比精冲圆孔难度稍大,主要是凸模抗纵向弯曲的程度与槽宽和槽长及其比值的大小有关,可按图9判断精冲槽形时零件对精冲工艺的适应性。图9槽宽和槽边距宜兴好用冲压件费用
江苏赛霆金属有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的冶金矿产中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同赛霆供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
拉伸:利用模具将平板毛坯加工成开口空心零件的一种冷加工方法。拉伸件的圆角半径、凸缘宽度等参数对拉伸工艺性有重要影响。弯曲:采用模具和工具在压力机的作用下将平板配料弯成具有一定角度和曲率工件的冲压工序。弯曲件的精度与弯曲件的工序安排、模具的结构和精度等因素有关。三、冲压件的材料选择冲压件的材料选择应根据产品的使用要求、加工工艺性以及成本等因素进行综合考虑。常用的冲压材料包括:碳素结构钢:如Q235,具有良好的强度和韧性,价格相对较低,广泛应用于制造各种机械零件、建筑结构件等冲压产品。包括冲孔和落料,是冲压件加工中基本的工序之一。常州基础冲压件供应商家孔边距孔边距冲孔后弯曲,孔的位置应处于弯曲变形...
- 惠山区制造冲压件销售方法 2026-05-17
- 南京质量冲压件生产厂家 2026-05-17
- 滨湖区质量冲压件厂家直销 2026-05-17
- 南京选择冲压件厂家直销 2026-05-17
- 滨湖区基础冲压件销售市场 2026-05-17
- 常州好用冲压件厂家现货 2026-05-17
- 南京好用冲压件销售方法 2026-05-17
- 南京好用冲压件销售市场 2026-05-17
- 无锡质量冲压件费用 2026-05-17
- 滨湖区质量冲压件批量定制 2026-05-17
- 滨湖区基础冲压件咨询报价 2026-05-16
- 宜兴基础冲压件咨询报价 2026-05-16
- 南京基础冲压件销售方法 2026-05-16
- 江苏选择冲压件生产厂家 2026-05-16
- 江苏定制冲压件按需定制 2026-05-16
- 锡山区定制冲压件按需定制 2026-05-16



- 江阴选择不锈钢厂家报价 05-17
- 南京质量冲压件生产厂家 05-17
- 锡山区定制不锈钢生产厂家 05-17
- 新吴区质量不锈钢销售市场 05-17
- 滨湖区质量冲压件厂家直销 05-17
- 南京选择冲压件厂家直销 05-17
- 滨湖区基础冲压件销售市场 05-17
- 常州好用冲压件厂家现货 05-17
- 南京好用冲压件销售方法 05-17
- 南京好用冲压件销售市场 05-17