- 品牌
- 赛霆
- 型号
- 齐全
(3)设计的冲压件必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用**少、**简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。(4)设计的冲压件,在保证能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、保证产品质量稳定。(5)设计的冲压件,应有利于尽可能使用现有设备、工艺装备和工艺流程对其进行加工,并有利于冲模使用寿命的延长。精度高:通过精密模具加工,可以获得较高的尺寸精度和表面光洁度。江苏基础冲压件咨询报价
①冲裁件的形状应尽可能简单、对称,避免形状复杂的曲线。②冲裁件各直线或曲线的连接处应尽可能避免锐角,严禁尖角,一般应有R>0.5t(t为料厚)以上的圆角。具体冲裁件的**小圆角半径允许值见图1,如果是少废料、无废料排样冲裁,或者采用镶拼模具时可不要求冲裁件有圆角。③冲裁件的孔与孔之间、孔与边缘之间的距离a不能过小(图2),一般当孔边缘与制件外形边缘不平行,a≥t;平行时,a≥1.5t。④冲孔尺寸也不宜太小,否则凸模强度不够。常见材料冲孔**小尺寸见图3。锡山区选择冲压件销售市场冲压件是指通过冲压工艺加工而成的金属零部件,广泛应用于汽车、电子、家电、机械等多个行业。

拉伸(拉深)是利用磨具将平板毛坯加工成开口空心零件的一种冷加工方法。 [1]圆角半径拉伸件圆角半径过小时工件不易成形。几类常见拉伸件的圆角半径见图15。形状拉伸件的凸缘宽度应尽量一致,应尽量避免曲面空心零件的尖底形状,特别是深度较大时,其工艺性更差。对半敞开的空心件应设计成对称的拉伸件,然后剖切成形。尺寸标注要求拉伸件不允许同时标注内、外形尺寸,不允许标注底部外半径,因为在拉伸过程中零件的底部圆角区和直壁部分材料的厚度会发生变化。阶梯形拉伸件的高度尺寸应以底部为基准,工艺上易于保证尺寸要求。内孔翻边一般只标注内孔尺寸。
冲压轴承是采用冲压工艺制造的机械基础件。冲压是靠压力机和模具对板材等施加外力,使之产生塑性变形或分离,从而获得所需工件的成形加工方法。冲压轴承具有薄、匀、轻、强的特点,一般不再或*需少量切削加工 [1]。冲压轴承的结构主要由外圈、内圈、冲压体和保持架组成,润滑剂也起重要作用。它能承受径向与轴向载荷,适用于高速旋转及要求低噪声、低振动的场合。按承受载荷方向可分为向心轴承和推力轴承;按冲压体种类可分为球轴承和滚子轴承 [1]。选择合适的金属材料,常用的有钢板、不锈钢、铝合金等。
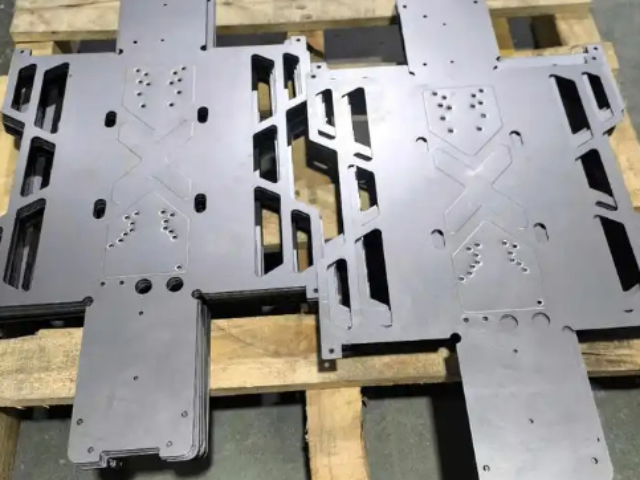
**冲压件是通过压力机和模具对板材、带材、管材或型材施加外力,使其产生塑性变形或分离,从而获得所需形状和尺寸的工件。**以下是关于冲压件的详细介绍:一、冲压件的特点材料利用率高:冲压件是在材料消耗不大的前提下,经冲压制造出来的,零件重量轻、刚度好。板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。形状简单、结构合理:设计的冲压件应形状简单,结构合理,以有利于简化模具结构、简化工序数量,提高劳动生产率。冲压件的加工工序主要包括冲裁、精冲、拉伸、弯曲等。江苏制造冲压件销售方法
适应性强:可以加工各种形状和复杂结构的零件。江苏基础冲压件咨询报价
RMCO高分子聚合物润滑剂一般开始喷上去时稠度低得多。随着成形过程中温度的上升,会变得更稠更坚韧。实际上高分子聚合物极温润滑剂都有“热寻性”而且会粘到金属上,形成一个可以降低摩擦的隔膜。这个保护屏障可以允许工件延展,在比较高要求的工件成型时没有破裂和粘接,以此来控制摩擦和金属流动。有效的保护了模具,延长了模具使用寿命,提高了冲压的强度。由于冲压具有如此优越性,冲压加工在国民经济各个领域应用范围相当***。例如,在宇航,航空,**,机械,农机,电子,信息,铁道,邮电,交通,化工,医疗器具,日用电器及轻工等部门里都有冲压加工。江苏基础冲压件咨询报价
江苏赛霆金属有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的冶金矿产中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,赛霆供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
精冲件断面粗糙度与模具的精度及维修,与冲件的材料及精冲时的润滑有关。在正常的维修和刃磨等条件下,精冲件断面粗糙度为Ra0.8~1.6μm。在一定的良好工艺条件下,精冲件可达到整个冲裁面都是光洁面。为提高精冲生产的经济性,在冲件毛刺侧允许有少量撕裂,常用光面率(光面高度占料厚的比例)来表示。精冲件的毛刺是不可避免的。精冲厚料时毛刺高度若超过0.2mm,模具须刃磨。精冲零件在使用前可用机械振动或砂带磨削等方法去除毛刺。 [2]包括冲孔和落料,是冲压件加工中基本的工序之一。徐州选择冲压件咨询报价发达工业国家对微细加工的研究开发十分重视, 投入了大量的人力、 物力、 财力, 一些有远见的***大学和公...
- 常州基础冲压件供应商家 2026-05-17
- 惠山区制造冲压件销售方法 2026-05-17
- 南京质量冲压件生产厂家 2026-05-17
- 无锡制造冲压件厂家直销 2026-05-17
- 新吴区选择冲压件供应商家 2026-05-17
- 江阴质量冲压件货源充足 2026-05-17
- 滨湖区质量冲压件厂家直销 2026-05-17
- 江阴质量冲压件费用 2026-05-17
- 南京选择冲压件厂家直销 2026-05-17
- 滨湖区基础冲压件销售市场 2026-05-17

- 无锡质量冲压件费用 2026-05-17
- 滨湖区质量冲压件批量定制 2026-05-17
- 宜兴好用冲压件销售方法 2026-05-16
- 梁溪区定制冲压件厂家直销 2026-05-16
- 新吴区质量冲压件费用 2026-05-16
- 滨湖区基础冲压件销售方法 2026-05-16



- 南京好用不锈钢供应商家 05-17
- 江阴选择不锈钢厂家报价 05-17
- 江苏好用不锈钢按需定制 05-17
- 南京质量冲压件生产厂家 05-17
- 锡山区定制不锈钢生产厂家 05-17
- 新吴区质量不锈钢销售市场 05-17
- 惠山区定制不锈钢批量定制 05-17
- 徐州好用不锈钢厂家现货 05-17
- 无锡制造冲压件厂家直销 05-17
- 新吴区选择冲压件供应商家 05-17