- 品牌
- 赛霆
- 型号
- 齐全
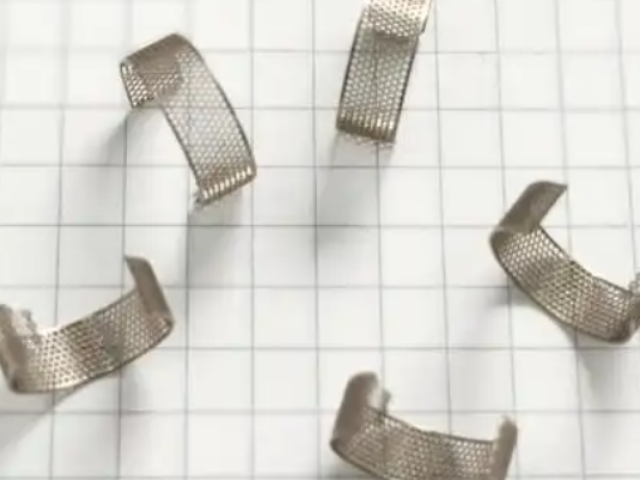
③晶粒尺度的影响***, 不再是各向同性的均匀连续体; ④工件表面存储润滑剂相对困难。 微细冲压的一个重要方面是冲小孔, 譬如微型机械、 微型仪器仪表中就有很多需要冲压的小孔。 故研究小孔冲压应是微细冲压的一个极其重要的问题。冲小孔的研究着重于: 一是如何减小冲床尺寸;二是如何增大微小凸模的强度和刚度 (这方面除了涉及到制作的材料及加工的技术外, **常用的便是增加微小凸模的导向及保护等)。 尽管在冲小孔上需要研究的问题还很多, 但也取得了不少可喜的成绩。有资料表明国外已经开发的微冲压机床长 111mm,宽 62mm, 高 170mm,装有一个交流伺服电机, 可产生 3kN的压力。该压力机床装有连续冲压模, 能实现冲裁和弯曲等汽车车身、底盘、发动机部件等大多数金属零件均采用冲压工艺生产。梁溪区制造冲压件销售方法

所谓优化排样就是要解决两个问题: 一是如何将它表示成数学模型; 二是如何根据数学模型尽快求出比较好解,其关键就是算法问题。现代优化技术已发展到智能优化算法, 主要包括人工神经网络、 遗传算法、 模拟退火、 禁忌搜索等。 可以相信优化排样将会有一个突破性进展, 对结构废料多的工件可采用套裁方法, 从而能达到废物利用, 变废为宝。此外, 还可以通过改产品结构的方法来加以解决也不是完全不可能的。对于套裁, 人人皆知的有大垫片套裁中垫片, 中垫片再套裁小垫片等。宜兴质量冲压件销售市场冲压件的加工工序主要包括冲裁、精冲、拉伸、弯曲等。

冲压件的概述与应用冲压件是指通过冲压工艺加工而成的金属零部件,广泛应用于汽车、电子、家电、机械等多个行业。冲压工艺是一种利用模具对金属材料施加压力,使其发生塑性变形,从而获得所需形状和尺寸的加工方法。本文将对冲压件的特点、工艺流程及其应用领域进行详细探讨。一、冲压件的特点高精度:冲压件通常具有较高的尺寸精度和形状一致性,适合大批量生产。材料利用率高:冲压工艺能够比较大限度地减少材料浪费,提高材料利用率。
发达工业国家对微细加工的研究开发十分重视, 投入了大量的人力、 物力、 财力, 一些有远见的***大学和公司也加入了这一行列。我国在这方面也做了大量的研究工作, 有理由认为在 21 世纪, 微细加工一定会像微电子技术一样, 给整个世界带来巨大的变化和深刻的影响。对于模具工业, 由于冲压零件的微型化及精度要求的不断提高, 给模具技术提出了更高的要求。原因是微零件比传统的零件成形要困难得多, 其理由是: ①零件越小, 表面积与体积比迅速增大; ②工件与工具间的粘着力, 表面张力等***增大冲压件的应用领域非常广,几乎涵盖了所有需要金属零部件的行业。
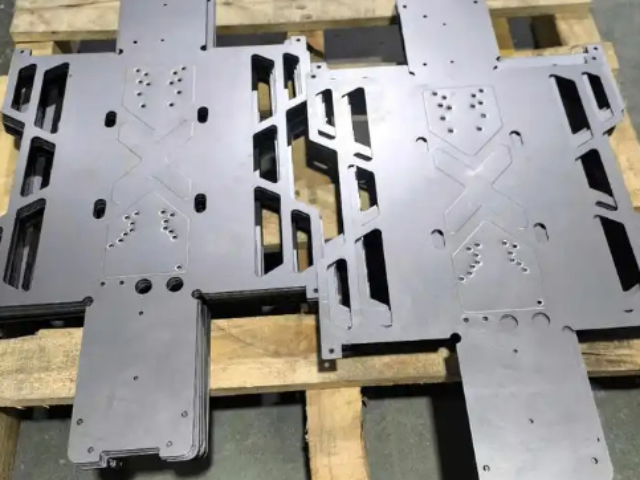
冲件是金属板料通过模具压力进行冲压加工后获得的零件,属于金属塑性加工范畴。其加工工序主要包括冲裁、精冲、拉伸、弯曲等,工艺性直接影响材料消耗和模具寿命,需通过几何形状、尺寸精度进行优化。冲裁件需避免锐角结构,经济精度不高于IT11;精冲件采用精密冲裁技术,光面率典型值为Ra0.8-1.6μm;弯曲件尺寸公差等级为FT5-FT10,受模具结构与材料性能影响;拉伸件需控制圆角半径并优先采用底部基准标注 [1-3]。冲件广泛应用于汽车制造领域,单车配套数量可达1500个,涵盖车身覆盖件、结构件、电池盒等部件。传统模式下冲焊件单车价值量超过1万元,2025年冲压市场空间预计为2163亿元。部分企业通过模具自研与总成配套实现产品谱系扩展,已开发包括纵梁、轮罩、门窗框等3000余种冲压件 [4]。铜及铜合金具有良好的导电性、导热性和加工性能。苏州选择冲压件厂家报价
高效率:冲压工艺适合大批量生产,生产效率高。梁溪区制造冲压件销售方法
尺寸精度和表面粗糙度:在保证能正常使用的情况下,冲压件的尺寸精度等级及表面粗糙度等级要求应尽可能低一些,以有利于产品的互换,减少废品,保证产品质量稳定。二、冲压件的加工工序冲压件的加工工序主要包括冲裁、精冲、拉伸、弯曲等。这些工序可以根据冲压件的具体形状和要求进行选择和组合。冲裁:包括冲孔和落料,是冲压件加工中**基本的工序之一。冲裁件的断面质量受模具间隙、刃口锋利程度等因素的影响。精冲:精密冲裁的简称,是在普通冲裁技术基础上发展起来的一种精密板料冲裁工艺。精冲件的光面率典型值为Ra0.8-1.6μm,具有较高的尺寸精度和表面质量。梁溪区制造冲压件销售方法
江苏赛霆金属有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的冶金矿产中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,赛霆供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
精冲件断面粗糙度与模具的精度及维修,与冲件的材料及精冲时的润滑有关。在正常的维修和刃磨等条件下,精冲件断面粗糙度为Ra0.8~1.6μm。在一定的良好工艺条件下,精冲件可达到整个冲裁面都是光洁面。为提高精冲生产的经济性,在冲件毛刺侧允许有少量撕裂,常用光面率(光面高度占料厚的比例)来表示。精冲件的毛刺是不可避免的。精冲厚料时毛刺高度若超过0.2mm,模具须刃磨。精冲零件在使用前可用机械振动或砂带磨削等方法去除毛刺。 [2]包括冲孔和落料,是冲压件加工中基本的工序之一。徐州选择冲压件咨询报价发达工业国家对微细加工的研究开发十分重视, 投入了大量的人力、 物力、 财力, 一些有远见的***大学和公...
- 常州基础冲压件供应商家 2026-05-17
- 惠山区制造冲压件销售方法 2026-05-17
- 南京质量冲压件生产厂家 2026-05-17
- 江阴基础冲压件销售方法 2026-05-17
- 无锡制造冲压件厂家直销 2026-05-17
- 新吴区选择冲压件供应商家 2026-05-17
- 江阴质量冲压件货源充足 2026-05-17
- 滨湖区质量冲压件厂家直销 2026-05-17
- 江阴质量冲压件费用 2026-05-17
- 南京选择冲压件厂家直销 2026-05-17
- 南京好用冲压件销售市场 2026-05-17
- 无锡质量冲压件费用 2026-05-17
- 滨湖区质量冲压件批量定制 2026-05-17
- 梁溪区基础冲压件厂家报价 2026-05-17
- 宜兴好用冲压件销售方法 2026-05-16
- 梁溪区定制冲压件厂家直销 2026-05-16


- 南京好用不锈钢供应商家 05-17
- 江阴选择不锈钢厂家报价 05-17
- 江苏好用不锈钢按需定制 05-17
- 南京质量冲压件生产厂家 05-17
- 锡山区定制不锈钢生产厂家 05-17
- 新吴区质量不锈钢销售市场 05-17
- 惠山区定制不锈钢批量定制 05-17
- 江阴基础冲压件销售方法 05-17
- 徐州好用不锈钢厂家现货 05-17
- 无锡制造冲压件厂家直销 05-17