- 品牌
- 赛霆
- 型号
- 齐全
(3)设计的冲压件必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用**少、**简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。(4)设计的冲压件,在保证能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、保证产品质量稳定。(5)设计的冲压件,应有利于尽可能使用现有设备、工艺装备和工艺流程对其进行加工,并有利于冲模使用寿命的延长。精冲件的光面率典型值为Ra0.8-1.6μm,具有较高的尺寸精度和表面质量。惠山区制造冲压件销售方法

精冲件断面粗糙度与模具的精度及维修,与冲件的材料及精冲时的润滑有关。在正常的维修和刃磨等条件下,精冲件断面粗糙度为Ra0.8~1.6μm。在一定的良好工艺条件下,精冲件可达到整个冲裁面都是光洁面。为提高精冲生产的经济性,在冲件毛刺侧允许有少量撕裂,常用光面率(光面高度占料厚的比例)来表示。精冲件的毛刺是不可避免的。精冲厚料时毛刺高度若超过0.2mm,模具须刃磨。精冲零件在使用前可用机械振动或砂带磨削等方法去除毛刺。 [2]无锡制造冲压件销售市场冲压件可能需要进行去毛刺、表面处理、热处理等后续加工,以提高其性能和外观。
它不是从基本原理出发, 而是以事实和数据作为依据, 来实现对过程的优化控制。智能化控制的当然是比较好的工艺参数, 故比较好的工艺参数确定是智能化控制的关键所在。所谓比较好工艺参数, 就是在满足各种临界条件的前提下所能够采用的**为合理的工艺参数。要实现比较好的工艺参数的在线预测, 就必须对成形过程的各种临界条件有明确的认识, 并能够给出定量的准确描述, 在此基础上才能够确定智能化的控制。而定量描述的精度又决定着智能化系统的识别精度和预测精度。
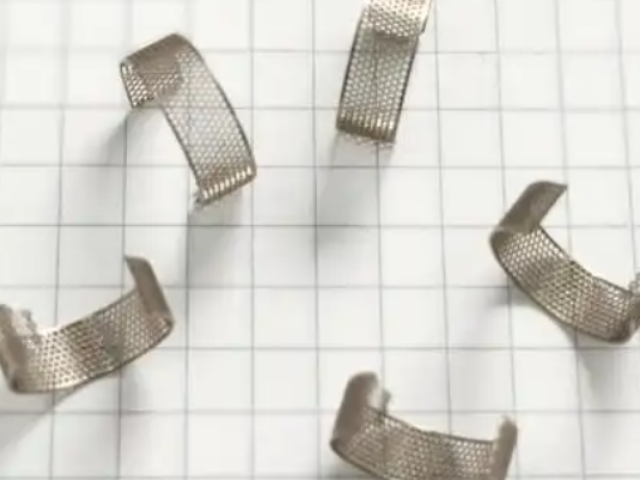
微细冲压现在所谈论的微细加工指的是微零件加工技术。微零件的界定通常指的是至少有某一方向的尺寸小于 100μ m, 它比常规的制造技术有着无可比拟的应用前景。用该技术制作的微型机器人、微型飞机、 微型卫星、 卫星陀螺、 微型泵、 微型仪器仪表、 微型传感器、 集成电路等等, 在现代科学技术许多领都有着出色的应用, 他能给许多领域带来新的拓展和突破, 无疑将对我国未来的科技和**事业有着深远的影响, 对世界科技发展的推动作用也是难以估量的。 譬如微型机器人可完成光导纤维的引线、 粘接、 对接等复杂操作和细小管道、 电路的检测, 还可以进行集成芯片生产、 装配等等, *此就不难窥见微细加工诱人的魅力冲压件的材料选择应根据产品的使用要求、加工工艺性以及成本等因素进行综合考虑。

⑤冲裁件凸出悬臂和凹槽宽度b不宜过小(图3),一般硬钢为(1.5—2.0)t,黄铜、软钢为(1.0~10.2)t,纯铜、铝为(0.8~0.9)t。⑥在弯曲件或拉深件上冲孔时,孔边与制件直边之间的距离L不能小于制件圆角半径r与一半料厚t之和。即L≥r+0.5t。⑦用条料少废料冲裁两端带圆弧的制件时,其圆弧半径R应大于条料宽度B的一半,即R≥0.5B。⑧冲裁件的经济精度不高于IT11,一般要求落料件精度比较好低于ITl0,冲孔件精度比较好低于IT9。冲裁件的尺寸公差、孔中心距的公差见图5和图6。 [3]适应性强:可以加工各种形状和复杂结构的零件。常州制造冲压件厂家直销
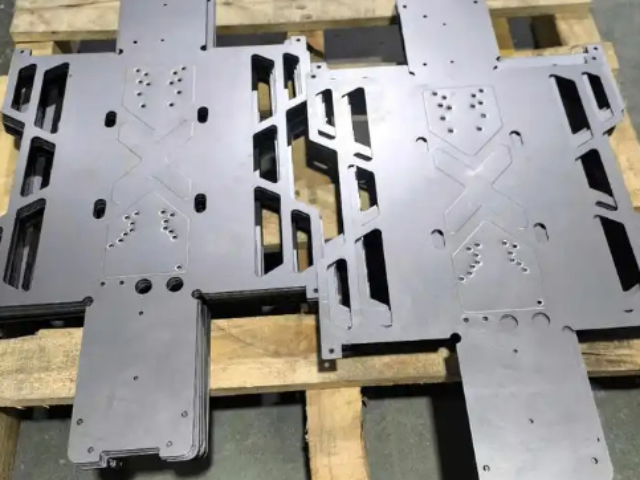
常见的冲压件有金属外壳、支架、连接件、垫片等。惠山区制造冲压件销售方法
冲压件是指通过冲压工艺加工而成的金属零件。冲压是一种利用模具和冲压设备对金属材料施加压力,使其发生塑性变形或断裂,从而获得所需形状和尺寸的加工方法。冲压件广泛应用于汽车、家电、电子、机械等行业。冲压件的主要特点包括:高效率:冲压工艺适合大批量生产,生产效率高。精度高:通过精密模具加工,可以获得较高的尺寸精度和表面光洁度。材料利用率高:冲压过程中材料的利用率较高,废料相对较少。适应性强:可以加工各种形状和复杂结构的零件。常见的冲压件有金属外壳、支架、连接件、垫片等。惠山区制造冲压件销售方法
江苏赛霆金属有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的冶金矿产中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同赛霆供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
精冲件断面粗糙度与模具的精度及维修,与冲件的材料及精冲时的润滑有关。在正常的维修和刃磨等条件下,精冲件断面粗糙度为Ra0.8~1.6μm。在一定的良好工艺条件下,精冲件可达到整个冲裁面都是光洁面。为提高精冲生产的经济性,在冲件毛刺侧允许有少量撕裂,常用光面率(光面高度占料厚的比例)来表示。精冲件的毛刺是不可避免的。精冲厚料时毛刺高度若超过0.2mm,模具须刃磨。精冲零件在使用前可用机械振动或砂带磨削等方法去除毛刺。 [2]包括冲孔和落料,是冲压件加工中基本的工序之一。徐州选择冲压件咨询报价发达工业国家对微细加工的研究开发十分重视, 投入了大量的人力、 物力、 财力, 一些有远见的***大学和公...
- 常州基础冲压件供应商家 2026-05-17
- 惠山区制造冲压件销售方法 2026-05-17
- 南京质量冲压件生产厂家 2026-05-17
- 无锡制造冲压件厂家直销 2026-05-17
- 新吴区选择冲压件供应商家 2026-05-17
- 江阴质量冲压件货源充足 2026-05-17
- 滨湖区质量冲压件厂家直销 2026-05-17
- 江阴质量冲压件费用 2026-05-17
- 南京选择冲压件厂家直销 2026-05-17
- 滨湖区基础冲压件销售市场 2026-05-17
- 无锡质量冲压件费用 2026-05-17
- 滨湖区质量冲压件批量定制 2026-05-17
- 宜兴好用冲压件销售方法 2026-05-16
- 梁溪区定制冲压件厂家直销 2026-05-16
- 新吴区质量冲压件费用 2026-05-16
- 滨湖区基础冲压件销售方法 2026-05-16


- 南京好用不锈钢供应商家 05-17
- 江阴选择不锈钢厂家报价 05-17
- 江苏好用不锈钢按需定制 05-17
- 南京质量冲压件生产厂家 05-17
- 锡山区定制不锈钢生产厂家 05-17
- 新吴区质量不锈钢销售市场 05-17
- 惠山区定制不锈钢批量定制 05-17
- 徐州好用不锈钢厂家现货 05-17
- 无锡制造冲压件厂家直销 05-17
- 新吴区选择冲压件供应商家 05-17