广州佰宏新能源科技股份有限公司精心研发的 “BH - 360/900 - FG” 系列模块式生物质气化炉,是公司凭借多年在生物质热能设备领域的深厚积累与创新探索的结晶。它采用先进的热化学转化技术,在缺氧环境下,将固态生物质巧妙转化为可燃气体。这种技术革新了传统的能源转化方式,极大地提高了能源利用效率,为能源领域带来了新的发展方向,是生物质能利用的第三代技术革新的有力说明。在环保要求日益严苛的当下,佰宏生物质气化炉表现突出。与传统直燃锅炉相比,其颗粒物排放可严格控制在每立方米 20 毫克以内,相较于传统锅炉大幅降低 85%。氮氧化物生成量只有每立方米 120 毫克,减排率高达 60%。尤为突出的是,气化过程从根源上避免了二噁英的产生,同时碳利用率提升至 90% 以上,为环境保护做出了突出贡献,是实现绿色发展的理想选择。 生物质气化炉的燃气可直接用于炊事,为家庭提供清洁热源。抚州玻璃厂生物质气化炉生产企业
佰宏生物质气化炉构建了完善的安全防护体系。其外壳选用坚固的金属材料制造,不仅能够承受内部的高温高压环境,还能有效抵御外部的碰撞和损坏。在气化反应室内,安装有多个高精度的温度传感器和压力传感器,这些传感器如同忠诚的卫士,实时严密监测反应过程中的温度和压力变化。一旦温度或压力超过设定的安全阈值,安全控制系统会瞬间启动相应的保护机制,如自动切断燃料供应,迅速加大通风量以降低温度和压力,或者及时发出警报提醒操作人员进行处理。此外,气化炉还配备了紧急排放装置,在极端情况下,能够快速排出炉内的气体和压力,避免发生严重安全事故。 大型生物质气化炉特点专业的生物质气化炉研发团队不断改进其技术性能。

广州佰宏新能源科技股份有限公司的生物质气化炉,搭载了公司自主研发的先进气化技术。其主要原理基于热解与气化协同作用,在特定的温度与压力环境下,生物质原料首先经历热解过程,复杂的有机大分子逐步分解为小分子化合物。紧接着,气化反应迅速启动,这些小分子在气化剂的参与下,高效转化为富含一氧化碳、氢气等可燃成分的高质量合成气。这种创新的技术路径,相较于传统气化方式,极大地提高了生物质的转化效率,使得每一份生物质原料都能释放出更多的能量,为能源利用开辟了全新的高效通道。
广州佰宏新能源科技股份有限公司始终将产品质量视为企业发展的生命线,拥有一套严格且完善的质量管控体系与先进的生产制造工艺。在原材料采购环节,我们与国内外供应商建立长期合作关系,对每一批次的钢材、合金、耐火材料等原材料进行严格的质量检测,确保其物理性能、化学指标符合高标准要求。零部件加工过程中,采用数控机床、激光切割、精密铸造等先进加工设备,保证每个零部件的尺寸精度和表面质量。整机组装调试阶段,遵循 ISO9001 质量管理体系标准,每台设备都要经过 72 小时连续试运行、压力测试、性能检测等多道严格工序,只有各项指标完全达标才能出厂。关键部件如气化炉排选用了耐高温的镍基合金材料,可承受 1200℃以上的高温和频繁的机械运动,使用寿命长达 5 - 8 年;热交换器采用高效翅片管设计和耐腐蚀涂层,提高热交换效率的同时,有效防止高温腐蚀和积灰堵塞。凭借高质量的制造品质,佰宏生物质气化炉在市场上树立了良好的口碑,连续多年获得 “中国节能环保产品”“新能源行业质量金奖” 等荣誉,赢得了市场的高度认可与用户的信赖,成为生物质能源装备领域的可靠之选。生物质气化炉的研发与制造需要遵循严格的质量标准。
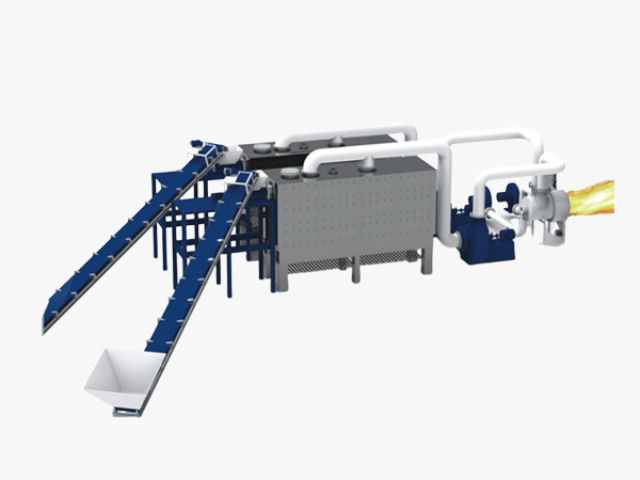
佰宏新能源研发的生物质气化炉采用先进的模块化设计理念,具有组装灵活方便的明显优势。气化炉主体可根据实际使用场景与需求进行增减调整,无论是小型社区能源站的分散式能源供应,还是大型工业生产中的集中供热,都能轻松适配。在分布式能源项目中,各功能模块可在工厂内预制生产并完成组装调试,确保质量与性能的稳定性。项目现场只需依据场地条件与规模,快速拼接连接各模块,完成整体系统调试后即可投入运行,极大地缩短了项目建设周期,同时也为后期扩容与升级改造提供了便利,提升了项目的适应性与可持续性。 生物质气化炉的燃气可储存起来,根据需求灵活使用。福州大型生物质气化炉生产企业
生物质气化炉的应用可带动相关产业的发展,如生物质收集产业。抚州玻璃厂生物质气化炉生产企业
广州佰宏新能源科技股份有限公司的生物质气化炉作为清洁能源设备的重点产品,采用先进的热解气化技术,将农林废弃物高效转化为可燃气。该设备以秸秆、木屑、稻壳、树枝等生物质为原料,通过在缺氧环境下的高温热解反应(温度控制在 600 - 1000℃),使生物质中的碳、氢等元素转化为一氧化碳、氢气、甲烷等可燃气体混合物,即生物质燃气。与传统直燃方式相比,气化效率提升至 75% 以上,减少能源浪费。设备采用模块化设计,单台处理量从 50kg/h 到 500kg/h 不等,可根据用户需求灵活配置,普遍适用于工业供热、农业烘干、发电等场景。抚州玻璃厂生物质气化炉生产企业