- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-UV-AOP
- 加工定制
- 是
- 处理污水量
- 10000
- 用途
- 污水处理
- 工作压力
- 0.6
- 工作温度
- 20
- 功率
- 3
- 设备材质
- 316
- 外形尺寸
- 3000
- 重量
- 210
- 产地
- 河北
- 厂家
- 河北冠宇环保设备股份有限公司
冠宇环保销售的不仅是设备,更是一整套服务。公司提供从前期水质分析、小试/中试实验、工艺方案设计、设备定制生产、安装调试、到后期操作人员培训、远程技术支持、备件供应及定期维护保养的全生命周期服务。专业的技术服务团队能够快速响应客户需求,解决运行中出现的任何问题。这种“交钥匙”工程和“终身伴侣”式的服务模式,确保了设备从投入运行***天起就能发挥比较好性能,并在整个使用寿命期内保持高效稳定,彻底消除了客户的后顾之忧。河北冠宇环保UV-AOP高级氧化设备市场占有率:行业的规模优势。河北地方UV-AOP高级氧化
低温环境适应性:-30℃稳定运行的创新突破针对北方冬季低温问题,设备采用双循环冷却系统:内循环为乙二醇-水混合液,外循环通过板式换热器与空气源热泵联动,确保臭氧发生器温度恒定在5-35℃。在黑龙江大兴安岭林区供水项目中,设备在-28℃环境下连续运行120天无故障,解决了传统设备冻裂导致的季节性停运难题。
纳米催化材料:稀有金属负载技术提升反应速率冠宇研发的Pt/CeO₂-TiO₂纳米催化剂,通过溶胶-凝胶法将铂粒子均匀负载于二氧化钛表面,使光催化反应活化能从85kJ/mol降至62kJ/mol。在实验室对比测试中,该催化剂使甲基橙降解速率较普通TiO₂提升2.8倍,且在pH=3-11范围内保持90%以上活性,适应高酸碱度工业废水处理。 辽宁UV-AOP高级氧化系统河北冠宇环保UV-AOP高级氧化设备臭氧生成效率:高浓度臭氧的产业化突破。

设备冷却系统采用防冻冷却液循环技术,在-25℃至45℃宽温域内稳定运行。在2025年内蒙古某煤矿废水处理项目中,设备通过电加热辅助系统确保臭氧发生器在-30℃环境下正常产气,处理后的矿井水COD稳定在50mg/L以下,解决了高寒地区工业废水处理的行业难题。冠宇环保在全国建立32个省级服务中心,配备200余名专业工程师,提供72小时应急响应服务。在2024年四川某城市污水厂升级项目中,公司通过远程监控系统提**个月预测灯管老化,主动更换后避免了一次非计划停机,为客户减少损失超50万元。其“设备租赁+绩效付费”模式使客户初始投资降低70%,已应用于120余个农村污水处理项目。
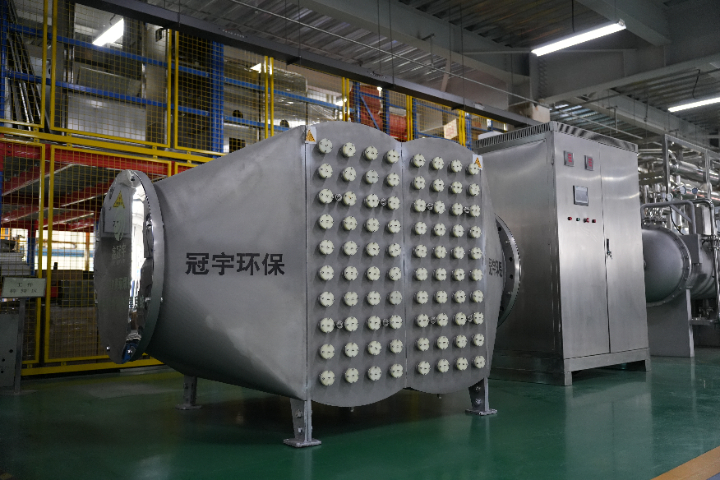
冠宇UV-AOP技术本身是一种清洁工艺,其**终产物是CO₂和H₂O,不产生污泥等二次污染物。在安全性上,设备设置了多重保护:反应器配备自动泄压装置和压力传感器,防止超压;紫外灯模块带有“断电保护”和“灯管状态监测”,灯管损坏或石英套管破裂时自动切断电源并报警,防止汞泄漏;氧化剂储投系统设有泄漏检测和应急中和装置。所有这些设计,都体现了冠宇对环境保护和操作人员安全的高度责任感,确保技术在带来环境效益的同时,本身也是安全可靠的。河北冠宇环保UV-AOP高级氧化设备模块化与高度可扩展的产品架构。

模块化扩展设计:处理能力灵活匹配需求设备采用“基础单元+扩展模块”设计,单台基础单元处理量50m³/h,可通过并联增加臭氧发生器、紫外灯管数量实现处理量线性扩展。在广东某电子厂废水处理站改造中,通过叠加3个扩展模块,将原150m³/h处理能力提升至450m³/h,改造周期*15天,较新建处理站节省成本60%。
臭氧尾气处理:安全与环保的双重保障设备配备催化分解式臭氧尾气破坏器,利用MnO₂/Al₂O₃催化剂在200℃下将未反应臭氧分解为氧气,分解效率达99.9%。在江苏某化工园区监测中,尾气排放浓度低于0.1mg/m³,远低于《大气污染物综合排放标准》(GB 16297-1996)0.16mg/m³限值,避免二次污染风险。 河北冠宇环保UV-AOP高级氧化设备节能降耗设计:运行成本的行业。辽宁UV-AOP高级氧化系统
快速的反应速率与紧凑的占地,特别适合用地紧张的项目。河北地方UV-AOP高级氧化
全产业链布局提升综合服务能力:冠宇构建了集研发、生产、工程、贸易、服务于一体的全产业链体系,整合电商、工程、外贸、生产四大板块资源,为客户提供“一站式水处理解决方案”。研发端,拥有2000㎡的省级企业技术中心,配备水质分析、材料测试、设备性能检测等全套实验设备,研发团队中高级职称人员占比达40%;生产端,建有3万㎡的现代化生产基地,采用ERP系统与6S现场管理模式,实现从零部件加工到成品组装的精益化生产,年产能达5000台(套);工程端,具备环保工程专业承包二级资质,拥有专业的设计与施工团队,可提供从工艺设计、设备安装到调试运行的全流程工程服务;贸易端,依托进出口权优势,产品出口至全球20多个国家和地区;服务端,建立“2小时响应、24小时到场”的售后服务体系,配备50余名专业运维工程师,为客户提供定期巡检、故障维修、技术培训等全周期服务。全产业链布局使公司能够快速响应客户需求,服务满意度连续5年保持在95%以上。河北地方UV-AOP高级氧化
- 河北地方UV-AOP高级氧化 2026-03-14
- 天津制药厂废水处理UV-AOP高级氧化灯管寿命12000个小时 2026-03-14
- 山西自来水厂UV-AOP高级氧化技术指导 2026-03-13
- 工程UV-AOP高级氧化共同合作 2026-03-13
- 天津冠宇牌UV-AOP高级氧化产生羟基自由基 2026-03-12
- UV-AOP高级氧化单支灯管功率1000W齐全 2026-03-12
- 河北特色UV-AOP高级氧化 2026-03-12
- 江西园区废水处理UV-AOP高级氧化技术指导 2026-03-11
- 贵州提供中试试验UV-AOP高级氧化单支灯管功率800W 2026-03-11
- 质量UV-AOP高级氧化价格多少 2026-03-11
- 云南提供中试试验UV-AOP高级氧化整机质保一年 2026-03-11
- 山东本地UV-AOP高级氧化 2026-03-10