- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
转轮持续旋转产生的离心力和气流冲击要求材料具有足够的机械强度,避免变形或损坏。吸附性能:载体需要为吸湿剂提供巨大的比表面积,确保空气与吸附剂充分接触。优化的气流通道设计能够减少气流阻力,提高传质效率,这是实现高效除湿的关键因素。热稳定性:由于再生区温度高达100-200℃,载体材料必须具有出色的耐高温性能,不会因热冲击而退化。这对于保证转轮长期稳定运行至关重要。使用寿命:工业除湿设备通常需要连续运行数年,载体材料应能保持长期稳定性,不易老化或性能衰减。质优除湿转轮的使用寿命可达十年以上。玻璃纤维纸单面瓦楞的制造是基于湿法成型工艺的精密过程。其主要原料包括玻璃纤维(35-55份)、木浆(10-20份)、草浆(15-25份)以及多种功能性添加剂。这些原料经过精确配比后,在水中分散形成均匀悬浮浆液,随后通过成型设备脱水成形,形成特定厚度的湿态原纸。汽车零部件运输中,其耐穿刺性可有效防止金属件划伤,减少货损纠纷。江阴玻璃纤维玻璃纤维瓦楞机公司
玻璃纤维瓦楞机
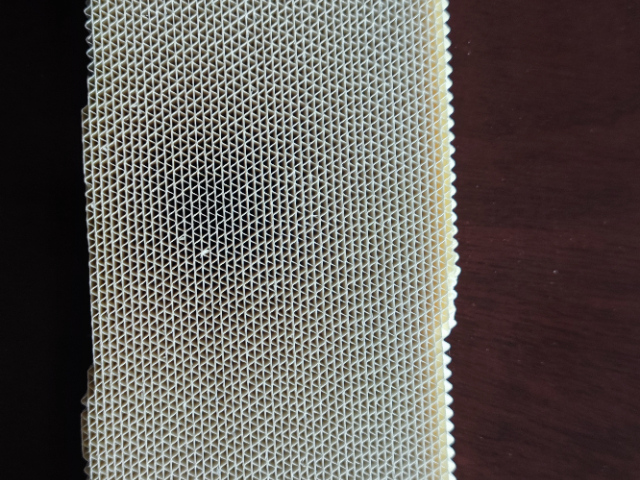
在机械性能方面,玻璃纤维纸单面瓦楞表现出明显优势:抗振动与抗疲劳特性:瓦楞结构具有优异的抗振动和冲击能力,能够承受系统启停和风量波动带来的机械应力。这一特性减少了因振动导致的吸湿剂脱落现象,保证了转轮长期稳定运行。热稳定性与抗老化性能:玻璃纤维作为无机材料,不易老化降解,可保证转轮在恶劣工业环境下长期稳定运行。实际应用表明,采用单面瓦楞结构的除湿转轮使用寿命可达5-8年,质优产品甚至可达10年以上。抗腐蚀能力:通过调整玻璃纤维纸的配方(如添加耐腐蚀成分),可以明显提升转轮在腐蚀性环境中的稳定性。在处理含氯、硫等腐蚀性成分的空气时,特种玻璃纤维纸单面瓦楞转轮的使用寿命比普通转轮延长30%以上。在工业除湿领域,玻璃纤维纸单面瓦楞除湿转轮已取得明显成效。无锡玻璃纤维玻璃纤维瓦楞机操作流程高效玻璃纤维瓦楞机的成型周期短,大幅缩短单张板材的生产时间。

固化定型:成型后的瓦楞制品进入固化单元,在设定的温度和时间条件下,树脂胶料充分固化,形成牢固的复合结构。固化温度和时间根据树脂类型和产品厚度确定,如普通树脂的固化温度通常为170-180℃,厚壁制品则需要延长固化时间以确保固化充分。5精细切割:固化后的瓦楞制品被输送至切割系统,根据预设尺寸进行精细切割。切割过程中,伺服控制系统实时调节切割速度,确保切割长度的准确性,同时避免切割过程中对产品结构造成损伤。 成品收集:切割后的成品通过收纸机构整齐堆叠,便于后续的打包、贴标和运输。收纸机构的设计充分考虑了产品的堆放稳定性,可根据产品尺寸自动调整堆叠高度和方式,为后续工序做好准备。
单面瓦楞结构为吸湿剂提供了理想的负载平台,优化了转轮内的气流分布,增大了有效比表面积,从而提高了除湿效率。同时,玻璃纤维纸本身的耐高温性、抗腐蚀性和机械强度确保了除湿转轮在恶劣工业环境下的长期稳定运行。尽管在制造工艺和湿度适应性方面仍面临挑战,但通过新材料、新工艺和智能控制技术的应用,这些挑战正在被逐步克服。未来,随着环保要求的日益严格和除湿技术的不断进步,玻璃纤维纸单面瓦楞除湿转轮将继续向高效化、低能耗化和智能化方向发展,为工业除湿和环境控制提供更加先进的解决方案。综上所述,玻璃纤维纸单面瓦楞技术为除湿转轮性能提升提供了创新路径,在工业除湿、精密制造及特种环境控制等领域具有广阔应用前景。未来研究应重点关注成本优化、复杂工况适应性和系统能效提升等方面,以充分发挥这一技术的潜力。玻璃纤维瓦楞机生产的复合材料在风力发电叶片制造中发挥重要作用,提高叶片的稳定性和耐用性。

医药包装对包装材料的洁净度、安全性和阻隔性能要求极高。单面瓦楞纸板在医药包装中主要用于药品运输包装盒的内衬和缓冲隔板,需具备无粉尘、无异味、阻隔细菌等性能。用于该领域的单面瓦楞机需采用洁净生产设计,设备表面光滑易清洁,避免粉尘产生;同时支持使用医药级原纸和胶粘剂,确保包装材料符合医药行业标准。此外,设备还配备了严格的质量检测系统,对瓦楞纸板的厚度、水分含量、粘合强度等指标进行全方面检测,确保产品质量稳定可靠。玻璃纤维的加入明显提升了瓦楞纸板的抗张强度、耐穿刺性及防潮性能,拓展了传统包装材料的应用边界。江苏贵金属催化玻璃纤维瓦楞机哪家好
玻璃纤维瓦楞机的出料口设有输送辊道,方便成品板材的收集与堆放。江阴玻璃纤维玻璃纤维瓦楞机公司
玻璃纤维瓦楞机的工作流程可分为原材料准备、基材输送与浸胶、瓦楞成型、固化定型、精细切割、成品收集六个重心环节,各环节紧密衔接,实现连续化生产:1. 原材料准备:根据产品性能要求,选择合适规格的玻璃纤维基材(如玻璃纤维布、玻璃纤维纸)和粘结材料(树脂胶料),并对基材进行预处理(如切割、干燥),确保基材质量符合生产要求。2. 基材输送与浸胶:放卷机构将玻璃纤维基材匀速输送至浸胶系统,基材经过胶槽充分浸润树脂胶料后,通过涂胶辊和刮胶装置调节胶层厚度,确保胶料均匀覆盖基材表面。动态张力控制系统在此环节持续工作,保证基材输送过程中的张力稳定,避免出现拉伸或起皱现象。3. 瓦楞成型:浸胶后的基材进入成型装置,通过辊压、缠绕或模压等方式加工成预设的瓦楞波形。以辊压成型为例,基材在一对带有互补波形的辊筒之间通过,在压力作用下形成瓦楞结构;缠绕成型则通过中心轴旋转带动模具运动,配合扇形板的伸缩动作,实现双曲面瓦楞结构的连续缠绕。江阴玻璃纤维玻璃纤维瓦楞机公司
- 催化燃烧玻璃纤维瓦楞机公司 2026-04-02
- SCR玻璃纤维瓦楞机多少钱 2026-04-02
- 无锡RTO废气处理玻璃纤维瓦楞机公司 2026-04-02
- 有机废气处理玻璃纤维瓦楞机工艺 2026-04-02
- 无锡玻璃纤维瓦楞玻璃纤维瓦楞机操作流程 2026-04-02
- 玻璃纤维瓦楞玻璃纤维瓦楞机操作流程 2026-04-02
- 无锡分子筛玻璃纤维瓦楞机哪家好 2026-04-01
- 江苏全自动玻璃纤维瓦楞机设备 2026-04-01
- 无锡玻璃纤维瓦楞玻璃纤维瓦楞机视频 2026-04-01
- 江苏全自动玻璃纤维瓦楞机操作流程 2026-04-01
- 江阴玻璃纤维蜂窝模块玻璃纤维瓦楞机供应商 2026-04-01
- 陶瓷纤维玻璃纤维瓦楞机操作流程 2026-04-01