- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
固化单元:固化是确保瓦楞制品成型后性能稳定的关键工序,其重心任务是通过加热等方式使树脂胶料充分固化,形成牢固的复合结构。固化单元的加热方式主要包括蒸汽加热、电加热等,设备采用分区温度控制技术,可根据不同区域的工艺需求精细调节温度,确保固化温度稳定在设定值±3℃范围内。对于快速固化树脂体系,设备还可配备快速干燥通道,使胶水固化时间缩短至3秒,大幅提升生产效率。此外,固化单元的设计需充分考虑能耗优化,部分节能型设备通过余热回收技术,可降低能耗20-30%。防潮性能优异,吸水率<0.5%,适用于高湿度环境仓储。玻璃纤维瓦楞玻璃纤维瓦楞机视频
玻璃纤维瓦楞机
涂胶系统:涂胶系统的重心作用是将适量的胶粘剂均匀涂抹在瓦楞的楞峰上,为后续与面纸的贴合做好准备。该系统主要由胶槽、涂胶辊、刮胶装置和胶量控制系统组成。涂胶辊表面加工有精密的网纹,通过与胶槽内的胶粘剂接触,将胶粘剂均匀带出并涂抹在瓦楞楞峰上;刮胶装置用于调节涂胶量,确保涂胶均匀且无多余胶粘剂滴落;胶量控制系统可根据生产速度和瓦楞类型,自动调节涂胶辊的转速和刮胶装置的间隙,实现涂胶量的精细控制,涂胶量误差可控制在±0.5g/m²以内。现代单面瓦楞机多采用环保型水性胶粘剂,配合智能胶量控制系统,不仅提升了粘合强度,还减少了胶粘剂的浪费和环境污染。江阴催化燃烧玻璃纤维瓦楞机生产工艺玻璃纤维瓦楞机采用高精度伺服控制系统,确保瓦楞波纹成型误差小于0.1mm。
玻璃纤维原材在进入成型环节前,需要通过预热系统提升温度,使其具备更好的可塑性,便于后续的瓦楞成型。预热系统多采用红外加热或热风循环的方式,能够精细控制加热温度与加热时间,确保原材受热均匀。若预热温度不足,玻璃纤维难以充分塑形,成型时易出现开裂、变形;若温度过高,则会导致材料性能劣化,影响较终产品的强度。因此,预热系统的温控精度,直接关系到瓦楞成型的成功率与产品质量。成型系统是玻璃纤维瓦楞机的重心模块,直接决定了瓦楞的形状、尺寸与精度。该系统的重心部件是一对相互啮合的瓦楞辊,上辊与下辊的表面刻有匹配的瓦楞齿形,当玻璃纤维原材经过两辊之间时,在压力与温度的共同作用下,被压制成规则的瓦楞形状。
固化定型:成型后的瓦楞制品进入固化单元,在设定的温度和时间条件下,树脂胶料充分固化,形成牢固的复合结构。固化温度和时间根据树脂类型和产品厚度确定,如普通树脂的固化温度通常为170-180℃,厚壁制品则需要延长固化时间以确保固化充分。5精细切割:固化后的瓦楞制品被输送至切割系统,根据预设尺寸进行精细切割。切割过程中,伺服控制系统实时调节切割速度,确保切割长度的准确性,同时避免切割过程中对产品结构造成损伤。 成品收集:切割后的成品通过收纸机构整齐堆叠,便于后续的打包、贴标和运输。收纸机构的设计充分考虑了产品的堆放稳定性,可根据产品尺寸自动调整堆叠高度和方式,为后续工序做好准备。玻璃纤维瓦楞机的传动系统采用同步带传动,运行平稳,噪音低。

随着下游应用领域的不断细分,不同行业对玻璃纤维瓦楞板材的规格、性能、结构的需求日益多样化,定制化生产成为市场的重要需求。未来,玻璃纤维瓦楞机将具备更强的柔性生产能力,能够根据客户的个性化需求,快速调整生产参数与工艺,实现不同规格、不同性能产品的快速切换。例如,通过模块化设计,设备可快速更换瓦楞辊、调整成型工艺,满足不同瓦楞形状、不同厚度产品的生产需求;通过智能化的配方管理系统,快速调用不同产品的生产工艺参数,缩短生产准备时间,实现小批量、多品种的柔性化生产,更好地适配市场的多样化需求,提升企业的市场竞争力。此外,玻璃纤维瓦楞机还将朝着集成化与一体化方向发展。凭借独特的成型工艺,玻璃纤维瓦楞机赋予玻璃纤维全新的力学性能和外观形态。江苏沸石转轮玻璃纤维瓦楞机公司
创新型双辊差速压型技术,通过调整上下瓦楞辊转速比,优化玻璃纤维在波峰波谷的分布密度。玻璃纤维瓦楞玻璃纤维瓦楞机视频
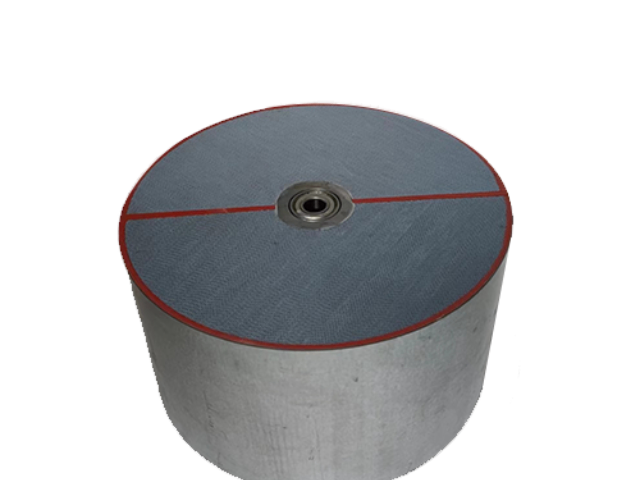
玻璃纤维纸单面瓦楞结构通过多种机制提升除湿转轮的吸附效率:增大有效接触面积:瓦楞结构将平面展开为三维立体表面,使比表面积比平面结构增加3-5倍,为吸湿剂提供了更多的活性位点。这不仅提高了单位体积的吸附容量,还加快了吸附速率,特别适用于低湿度环境下的深度除湿。增强传质效率:规整的蜂窝通道促进了气流与吸附剂之间的质量传递,减少了外扩散阻力。实验研究表明,在相对湿度13%的低湿环境下,基于单面瓦楞的13X分子筛转轮除湿效率可达90%以上,明显高于传统材料。提高吸附均匀性:单面瓦楞结构确保了吸湿剂在载体上的均匀分布,避免了局部过载或吸附不完全的现象。玻璃纤维瓦楞玻璃纤维瓦楞机视频
- 无锡脱硝催化玻璃纤维瓦楞机多少钱 2026-05-13
- 玻璃纤维模块玻璃纤维瓦楞机厂家 2026-05-12
- 玻璃纤维瓦楞玻璃纤维瓦楞机视频 2026-05-12
- 无锡贵金属催化玻璃纤维瓦楞机直销 2026-05-12
- 江阴全自动玻璃纤维瓦楞机图片 2026-05-12
- 江苏RTO废气处理玻璃纤维瓦楞机价格 2026-05-10
- 江阴SCR玻璃纤维瓦楞机供应商 2026-05-10
- 江阴陶瓷纤维玻璃纤维瓦楞机生产厂家 2026-05-09
- 玻璃纤维玻璃纤维瓦楞机哪家好 2026-05-08
- 江苏有机废气处理玻璃纤维瓦楞机哪家好 2026-05-08
- 江苏玻璃纤维玻璃纤维瓦楞机生产厂家 2026-05-08
- 江苏玻璃纤维模块玻璃纤维瓦楞机供应商 2026-05-08