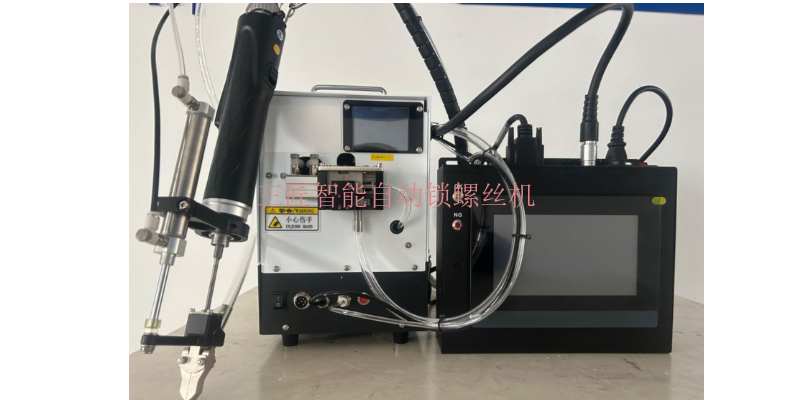
从人机交互与操作安全的角度考量,桌面式锁螺丝机通常设计有简洁明了的控制界面。操作者可通过触摸屏方便地设置和修改各种参数,如锁付扭矩、转速、锁付深度以及工作坐标。设备运行状态,如产量计数、故障报警信息等,也会实时显示在屏幕上。在安全方面,设备常配备光幕、安全急停按钮或物理防护罩等装置,当操作人员手部进入工作区域时,设备能立即停止运动,防止意外发生。这些设计降低了操作者的学习门槛与劳动强度,同时也确保了在紧凑工作环境下的操作安全性,使其能够安全地融入人机协作的生产场景。锁螺丝机的自动化程度高,能减少人工操作带来的误差,提高产品合格率。潍坊吹气式拧螺丝机厂家

完善的质量追溯系统是锁螺丝机质量管理的重要组成部分。从重要部件的供应商信息、生产批号,到整机装配过程中的关键工位数据、调试记录,都会被清晰、准确地记录并归档。这台设备的“身份档案”可能包含其使用的控制系统序列号、电机型号版本以及较终测试报告等。这种可追溯性确保了在后续使用中若出现任何质量波动,能够迅速定位问题源头,分析是特定批次元件的问题还是装配环节的疏漏,从而实施准确有效的纠正与预防措施,并为持续的品质改进提供数据支持。宁波双工位自动打螺丝机定制锁螺丝机的锁附机构采用真空吸附方式,配合真空负压传感器,稳定拾取螺丝。

送料系统的维护保养需要注重细节处理。振动盘内部顶针磨损会导致螺丝排序方向错误,需要定期检查并保持0.1-0.3mm的标准间隙。轨道过渡处的抛光质量直接影响螺丝输送流畅度,必要时需使用细砂纸进行精细打磨。对于吹气式送料装置,要重点维护空气过滤减压阀,确保排出干燥洁净的压缩空气。分料器中的分离钢片经过长期使用会产生磨损台阶,导致双料故障,应及时修复或更换。建议每运行400小时对送料机构进行多方面清洁,并在导向杆部位加注专门润滑脂,保持机构运行顺畅。
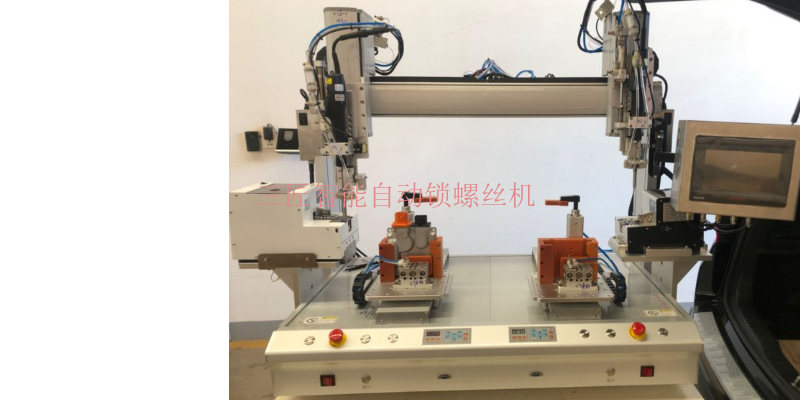
锁螺丝机的定位与重复精度是衡量其性能的另一关键维度。采用直角坐标机器人或伺服滑台结构的设备,能够实现极高的重复定位精度,通常可以达到±0.02mm甚至更高,非常适合在PCB板上锁附精密螺丝或点位要求极高的场合。而一些采用简单气缸控制径向运动的悬臂式设备,其定位精度相对较低,更适合于锁附点位公差要求宽松的结构件。高精度的定位系统往往伴随着更高的硬件成本和更复杂的调试流程,但对于提升产品装配的一致性与可靠性至关重要,尤其是在自动化集成度高的生产线中。清晰的用户手册与在线技术支持为设备稳定运行提供保障。
在螺丝的分离与传送环节,锁螺丝机采用了多种物理原理实现高效供料。振动盘内部设有螺旋上升的导轨,通过交替变化的电磁力产生细微振动,使螺丝在惯性作用下沿轨道爬升,并在经过特定筛选结构时自动调整为统一的朝向。对于特殊规格或易卡滞的螺丝,部分设备会改用吹气式送料方案,利用压缩空气将螺丝通过管道直接输送至批嘴下方。这种气动输送方式能够有效减少传统振动送料可能引起的螺丝表面磨损,同时适用于更长距离的供料需求。无论采用哪种送料方式,系统都会在取料点设置检测传感器,确保每次只有一枚螺丝被准确提取,从而避免多料或缺料的情况发生。独特的螺丝排列技术,输送顺畅,极大减少螺丝机故障率。徐州坐标式自动锁螺丝机多少钱一台
严格的出厂测试确保每一台设备都达到承诺的性能指标。潍坊吹气式拧螺丝机厂家
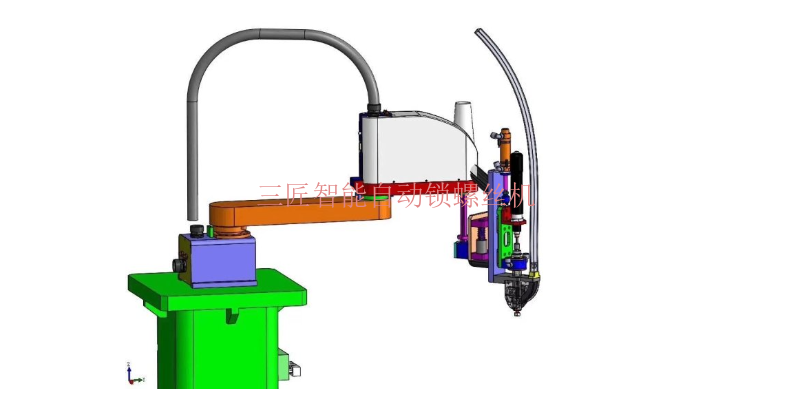
锁螺丝机的执行机构设计着重于解决柔性装配与精度控制的平衡问题。其锁付主轴通常采用浮动结构设计,通过弹簧或气缸提供适度的轴向压力,使得批嘴在接触螺丝头部时能够自动补偿微小的位置偏差。这种柔性对接机制既保证了螺丝与批嘴的稳定啮合,又避免了因刚性接触导致的偏斜或滑牙。同时,高精度型号还会采用扭矩-转角监控策略,在螺丝旋入初期以恒定转速运行,当接近预设扭矩时切换为角度控制模式,通过监测旋转圈数来确保螺丝到达正确的锁紧位置。这种复合控制方法特别适用于对预紧力有严格要求的连接场景,能够有效消除因孔位公差或材质变形引起的装配质量波动。潍坊吹气式拧螺丝机厂家