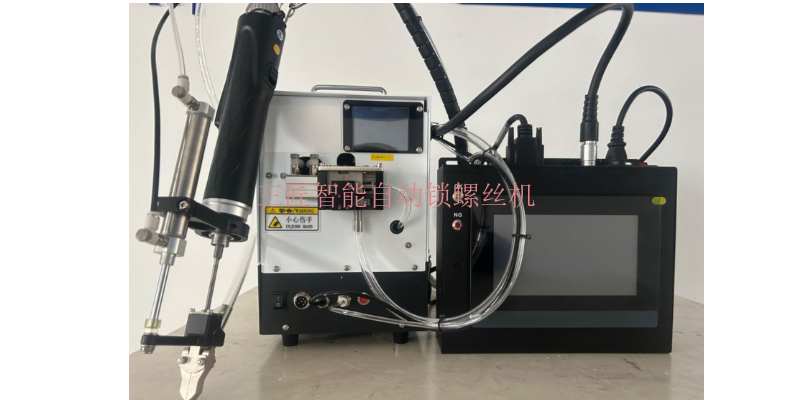
锁螺丝机的控制系统如同其大脑,负责协调整个工作流程。该系统通常以可编程逻辑控制器(PLC)或微处理器为重要,它接收来自各传感器的信号,并驱动执行元件动作。例如,系统会检测工件是否已由传送带或夹具定位到正确位置,然后触发供料器开始送料;当检测到螺丝已到达取料位,再命令执行机构前往取螺丝并执行锁附操作。在整个过程中,控制系统会实时监控锁附扭矩和深度,确保每个螺丝的锁紧质量符合预设标准。如果出现滑牙、漏锁或扭矩异常等情况,系统会发出警报并停机,提示操作人员进行干预,从而保证生产线的产品质量和运行连续性。高效的锁螺丝机,能在短时间内完成大量螺丝的锁付,提升企业产能。嘉兴坐标式打螺丝机

完善的质量追溯系统是锁螺丝机质量管理的重要组成部分。从重要部件的供应商信息、生产批号,到整机装配过程中的关键工位数据、调试记录,都会被清晰、准确地记录并归档。这台设备的“身份档案”可能包含其使用的控制系统序列号、电机型号版本以及较终测试报告等。这种可追溯性确保了在后续使用中若出现任何质量波动,能够迅速定位问题源头,分析是特定批次元件的问题还是装配环节的疏漏,从而实施准确有效的纠正与预防措施,并为持续的品质改进提供数据支持。烟台机器人自动锁螺丝机多少钱一台自动化锁螺丝解决方案极大减少了人为因素导致的产品不良。

锁螺丝机的工作原理首先依赖于准确的供料系统。通常,散装的螺丝会被倒入一个振动盘或供料器内。供料器通过高频振动,利用轨道上的特定筛选结构,将方向不一致的螺丝自动排列整齐,并使其沿着轨道有序地输送至出料口。在这个过程中,可能还会配合吹气或导轨机构,将螺丝稳定地传送到一个固定的取料位置,即送钉管或等待工位。这个阶段的稳定性和可靠性至关重要,任何卡料或方向错误都会导致后续锁附失败。其重要在于通过机械振动和精巧的结构设计,实现杂乱无章的螺丝的自动化、定向排列与供给,为后续的抓取和锁附动作奠定基础。
锁螺丝机控制系统的检修需要专业的知识与工具。当锁螺丝机出现误动作、程序错乱或通信中断时,首先应检查锁螺丝机各接线端子的紧固状态,排除线路虚接的可能。PLC模块的输入输出点状态可通过编程器监控,从而定位故障点位。锁螺丝机电源电压波动可能造成控制器重启,需使用稳压器确保供电质量。对存储芯片进行数据备份后,可尝试恢复出厂设置以排除参数错误。复杂的运动控制故障需连接电脑分析运行轨迹与逻辑序列,逐段排查程序错误。自动计数功能方便统计产量与效率,便于生产计划管理。
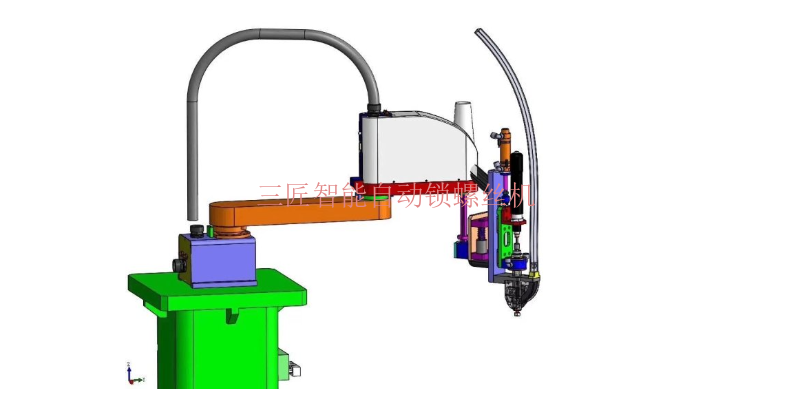
从动力传动角度来看,锁螺丝机的运行依赖于多个功能模块的协同配合。送料系统通常采用振动盘配合直振器的方式,利用电磁铁的高频振动驱动螺丝在轨道上有序前进,并借助检测装置剔除姿态不正确的螺丝。锁付机构则由伺服电机或步进电机提供旋转动力,通过弹性联轴器或同步带将扭矩传递至批嘴,使其能够按照预设的转速和转角完成旋紧动作。部分高精度机型还会配备压力传感器和光电编码器,实时反馈轴向压力与旋转角度,构成闭环控制。这种精密的动力控制机制,使得设备能够适应不同材质、不同规格的螺丝锁付需求,同时在达到设定扭矩时迅速停止,有效防止过扭或损坏螺纹。独特的吹气送钉方式适合特殊规格螺丝,稳定且不损伤螺纹。绍兴自动锁螺丝机定制
锁螺丝机的螺丝吸附力强,在移动过程中螺丝不易掉落,确保操作顺利。嘉兴坐标式打螺丝机
在应对复杂锁附场景的能力上,不同配置的锁螺丝机性能对比鲜明。基础型号可能只能完成简单的垂直锁附动作,而高性能型号则可能配备有多维度的调节机构,例如电批头具备一定角度的摆动能力,或者整个锁附单元安装在可编程的倾斜轴上,从而能够适应带有斜面的工件或不处于水平方向的锁附孔。此外,集成视觉识别系统的设备能够自动补偿工件的定位偏差,引导锁附头准确找到螺丝孔位,这对于夹具定位存在不可避免公差的柔性生产来说,极大地提升了适应性和成功率,但系统的复杂性和成本也相应增加。嘉兴坐标式打螺丝机