针对不同产品进行快速换线与程序切换是提升生产效率的关键操作。当生产批次更换时,操作人员首先需调用存储于控制系统中的对应产品焊接程序。同时,需根据新产品的工艺要求更换可能适用的烙铁头型号(如圆锥形、刀形),并调整焊抢夹具以适应不同尺寸的PCB板。送锡机构中锡丝的种类(如含铅/无铅、直径规格)也可能需要同步更换,并相应调整送锡轮的压力与驱动参数。完成硬件更换与程序加载后,必须使用新产品的实物板进行严格的校准与首件验证,确保所有焊点坐标准确、参数适宜。这一系列换线操作的标准化与熟练度直接影响到设备利用率。购买焊锡机请找常州三匠智能科技有限公司,欢迎来电询价。自动视觉焊锡机教程
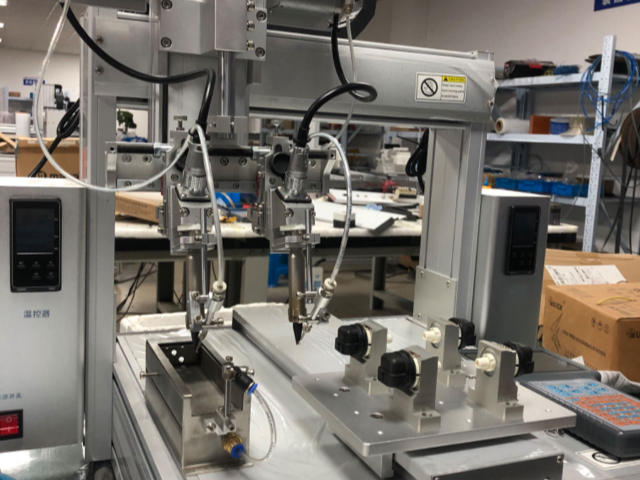
视觉定位系统失灵时,设备可能无法正确识别焊点位置。首先清洁工业相机镜头与光源表面可能沾附的灰尘或烟雾残留物。检查光源亮度是否衰减,调整或更换以保证照明均匀稳定。在软件中重新运行标定程序,使用标准标定板对相机进行内参(如焦距、畸变)与外参(位置关系)的重新校准。若识别率下降,需检查图像处理算法的阈值设定是否因环境光变化而失效,并适当调整特征提取参数。对于依靠激光传感器测高的系统,需确保其发射与接收窗口清洁,并通过标准高度块规进行读数校准。只有确保视觉系统采集信息的准确性,后续的坐标补偿与运动控制才有可靠依据。湖州全自动焊锡机厂家购买双工位焊锡机请找常州三匠智能科技有限公司,欢迎来电洽谈。

对于有更高一致性要求或复杂工艺的应用,焊锡机所集成的过程控制与质量监测功能显得尤为重要。这包括是否具备实时的焊接温度曲线监测与记录能力,以便进行工艺追溯。视觉系统是只用于初始定位,还是能在焊接过程中或焊接后对焊点进行2D甚至3D的形貌检测,自动标记缺陷。设备是否能够根据反馈信息(如通过激光测高)对焊接参数进行自适应微调。这些智能化的功能虽然会增加初期投入,但对于提升工艺稳定性、减少人工复检和降低长期质量风险具有明显价值,尤其在产品可靠性要求高的领域。
自动焊锡机的重要热原理基于焦耳效应与精确的温度闭环控制。电流通过高电阻的烙铁头或陶瓷加热体时,电能直接转化为热能,使焊嘴迅速升温。其关键在于内置的高灵敏度热电偶或热电阻传感器,它们持续监测焊嘴尖部温度,并将数据实时反馈至主控制器。控制器通过PID等算法将实测温度与预设值进行比对,动态调整加热元件的电流通断或功率大小,从而实现温度的快速响应与稳定维持。这种精密控制确保了焊锡材料能在较适宜的熔融温度下工作,既保证焊料的良好流动性以形成质优焊点,又防止过热对电子元件或PCB板材造成热损伤。购买焊锡机请找常州三匠智能科技有限公司,欢迎来电咨询。

各类辅助与防护配件对于设备的完整运行与维护同样不可或缺。例如,用于清洁烙铁头高温氧化层的专门清洁海绵(需保持湿润)或铜刷。防止焊锡烟雾扩散的吸烟管、集尘罩及可更换的过滤棉。保障操作安全的安全光栅、防护罩及其连接线缆。设备内部的气动元件如电磁阀、调压过滤器、气缸及配套的接头与气管。此外,还有用于设备校准的标准温度计、锡丝直径量规以及示教编程用的手持操作盒。这些配件虽不直接参与重要焊接动作,但对维持设备性能、保障工艺环境与人员安全、以及进行日常校准维护都起着重要的支持作用。购买全自动焊锡机请找常州三匠智能科技有限公司,欢迎来电洽谈。江苏双工位焊锡机教程
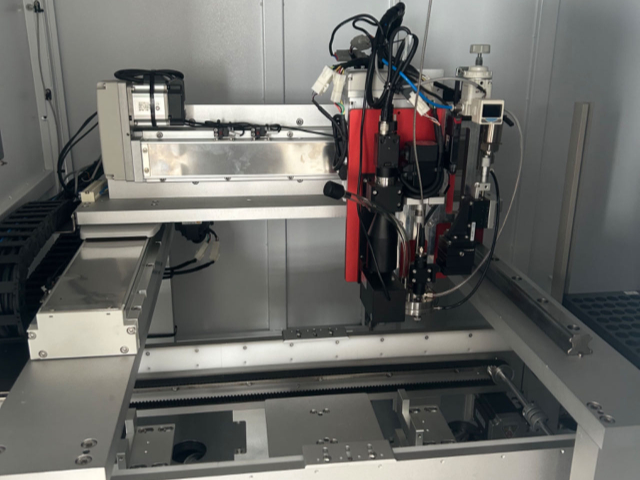
购买自动视觉焊锡机请找常州三匠智能科技有限公司,欢迎来电详谈。自动视觉焊锡机教程
送锡系统的参数精确管理焊料的供给。重要参数包括送锡速度可调范围,常用范围约为每秒数毫米至数十毫米。送锡精度,指单次驱动送出锡丝长度的误差控制,通常要求在±0.1mm至±0.5mm以内。适配锡丝直径范围,常见为0.3mm至1.2mm,需与送锡轮的轮槽规格匹配。部分系统具备的预热功能也有其参数,如预热温度范围。送锡机构与烙铁头运动的启停同步时序,虽常由软件控制,但也是影响焊点成型质量的关键软性参数。这些参数的稳定性直接决定了每个焊点锡量的一致性。自动视觉焊锡机教程