***,气孔。在全位置焊中应用自动焊接设备时,气孔是一种比较常见的问题,导致该问题产生的原因有很多,比如焊材自身的原因、操作不当、环境原因等。鉴于此,为有效地防止这一问题,在实施焊接时,应加强气体的保护,焊接温度不可过高,严格按照比例以及相关要求来充装气体,确保充装纯度达到要求。同时还要注意施焊场地...
焊接自动化设备基本参数
- 品牌
- 枫锦
- 型号
- 齐全
焊接自动化设备企业商机
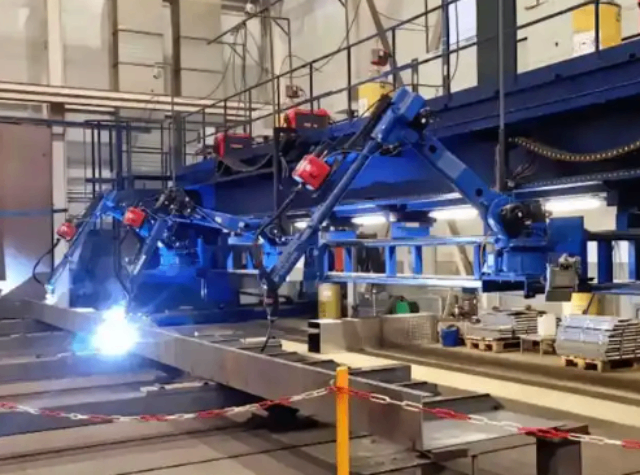
焊接工作站:集成了焊接设备、工装夹具和控制系统的工作平台,适合于小批量或多品种的焊接作业。激光焊接设备:利用激光束进行焊接,适合于高精度和**度的焊接需求,常用于薄板材料的焊接。点焊机:专门用于金属板材的点焊,广泛应用于汽车车身的制造。焊接监控系统:用于实时监测焊接过程,确保焊接质量,能够记录焊接参数并进行数据分析。焊接自动化设备的优势包括提高生产效率、降低生产成本、改善焊接质量和一致性、减少人力需求等。随着技术的发展,焊接自动化设备也在不断进步,越来越多地集成了智能化和数字化的功能。提供焊接所需的电能,其输出功率和焊接特性需与焊接工艺方法相匹配,并配备与主控制器连接的接口。虎丘区特种焊接自动化设备服务电话
1957年美国的盖奇发明等离子弧焊;40年代德国和法国发明的电子束焊,也在50年代得到实用和进一步发展;60年代又出现激光焊等离子、电子束和激光焊接方法的出现,标志着高能量密度熔焊的新发展,**改善了材料的焊接性,使许多难以用其他方法焊接的材料和结构得以焊接。其他的焊接技术还有1887年,美国的汤普森发明电阻焊,并用于薄板的点焊和缝焊;缝焊是压焊中**早的半机械化焊接方法,随着缝焊过程的进行,工件被两滚轮推送前进;二十世纪世纪20年代开始使用闪光对焊方法焊接棒材和链条。至此电阻焊进入实用阶段。1956年,美国的琼斯发明超声波焊;苏联的丘季科夫发明摩擦焊;1959年,美国斯坦福研究所研究成功焊;50年代末苏联又制成真空扩散焊设备。姑苏区特种焊接自动化设备规格尺寸用于实时监测焊接过程,确保焊接质量,能够记录焊接参数并进行数据分析。
焊接自动化应用正朝着智能化、柔性化方向发展。 [12] [20]焊接自动化的推广与应用,首要影响在于有效应对了制造业,尤其是重工业领域长期面临的经验丰富焊工短缺与人力成本上升的困境,实现了“机器换人”,缓解了劳动力结构性矛盾 [19]。其次,焊接自动化是推动制造业向智能制造转型升级的关键环节,其发展融合了工业互联网、大数据、人工智能等前沿技术 [21],**着未来生产方式向更高效、智能和可持续方向发展的趋势 [20]。焊接自动化通过提升生产效率、节约材料、降低废品率,为企业带来了经济效益。例如,有企业通过研发环卫车厢体全尺寸自动焊接技术、对掘进机后架结构进行工艺改造提升机器人可焊率、或进行其他工艺创新提升焊接效率并节约材料,从而获得了效益 [6] [8]。
2、自适应控制自动化焊接设备自适应控制的焊接设备是一种自动化程度较高的焊接设备,它配用传感器和电子检测线路,对焊缝轨迹自动导向和跟踪,并对主要的焊接参数进行实行闭环的反馈控制。整个焊接过程将按预先设定的程序和工艺参数自动完成3、智能化自动焊接设备它利用各种高级的传感元件,如视觉传感器,触觉传感器,听觉传感器和激光扫描器等,并借助计算机软件系统,数据库和**系统具有识别、判断、实时检测,运算、自动编程、焊接参数存储和自动生成焊接记录文件的功能。 [1]以更快的速度和更高的精度进行焊接,缩短焊接周期,提高生产效率。

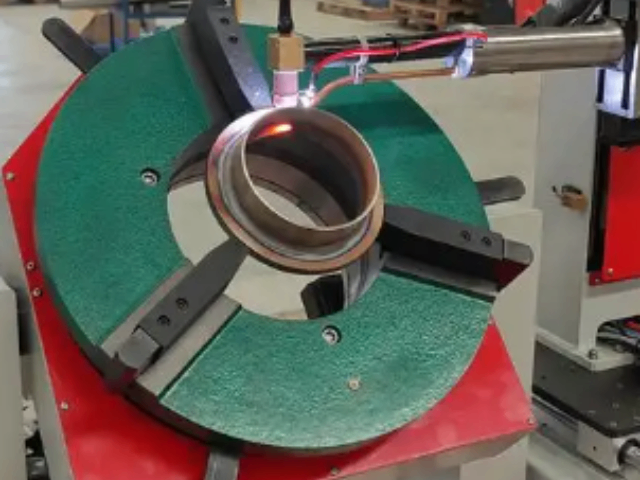
同时在驱动相同焊接执行部件的时候,还可减小电机功率。在应用中,比较好将焊接位置上传感器安装于末级减速轴,以此对焊枪位置进行检测,采取这种安装方式,所获控制精度相对较高。此外,借助于全自动焊接设备上这一存储器,对部分焊接工艺的参数以及焊缝跟踪控制程序等进行存储,将焊接工艺参数储存于弧焊电源中,以此使弧焊电源所具优势更好地发挥,通过两者配合,有效地解决在全位置自动焊接作业中可能出现的各种质量问题。第二,在焊枪驱动上借助于步进电机(步进电机是指把电脉冲信号转变成为角位移或者线位移的一种开环控制元步进电机件)来实施驱动,这种电机可把数字输入脉冲型号进行有效地转换,将其转换成为一种旋转运动,该元件自身的精度较高,不仅不会出现漂移问题,同时也不会出现累计误差等问题。在全位置焊接中应用这一元件,不仅不会使转速发生改变,同时控制频率信号也比较稳定,焊枪位移也更为准确。大多数按照开环控制原理设计,自动完成整个焊接过程。苏州购买焊接自动化设备联系方式
采用多种检测元件和计算机软件系统,实现实时识别、判断、检测、计算和自动编程。虎丘区特种焊接自动化设备服务电话
发展历史焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线移动,冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得质量焊缝。虎丘区特种焊接自动化设备服务电话
苏州枫锦自动化设备科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,苏州枫锦自动化设备科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与焊接自动化设备相关的文章
太仓本地焊接自动化设备保养
- 姑苏区常见焊接自动化设备私人定做 2026-05-25
- 吴中区直销焊接自动化设备联系方式 2026-05-25
- 昆山常见焊接自动化设备设备厂家 2026-05-25
- 江苏整套焊接自动化设备加装 2026-05-25
- 姑苏区比较好的焊接自动化设备私人定做 2026-05-25
- 常熟直销焊接自动化设备保养 2026-05-24
- 吴中区国内焊接自动化设备对比价 2026-05-24
- 工业园区整套焊接自动化设备费用 2026-05-24
- 工业园区定做焊接自动化设备联系方式 2026-05-24
- 张家港特种焊接自动化设备服务电话 2026-05-24
- 相城区整套焊接自动化设备设备厂家 2026-05-24
- 昆山购买焊接自动化设备联系方式 2026-05-24
与焊接自动化设备相关的产品
与焊接自动化设备相关的新闻
-
工业园区直销焊接自动化设备销售厂 2026-05-24 18:11:25例如2025年中铁山桥在张靖皋长江大桥建设中,应用数字孪生技术与BIM模型实现虚拟建造与实体施工的动态交互,将主塔合龙精度控制在±3毫米内,并采用智能化预拼装系统攻克超大钢塔精度难题 [3]。2025年12月,管道一公司在东非原油外输管道项目LOT2标段应用焊接质量闭环管理和数字化监管平台,提升焊接...
-
太仓常见焊接自动化设备联系方式 2026-05-24 16:11:21焊接自动化在工业制造中广泛应用,其目的在于增加产量、提高质量、降低成本和劳动强度、保障生产安全等。 [3]在汽车与摩托车制造中,自动焊接用于汽车、摩托车等车身、框架、部件、建材的组装等,采用电弧焊接如TIG焊接、MAG焊接、MIG焊接、等离子焊接、激光焊接,以及用于汽车、摩托车框架、金属部件的组装等...
-
苏州整套焊接自动化设备销售厂 2026-05-23 12:11:56发展历史焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线移动,冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔...
-
苏州常见焊接自动化设备维保 2026-05-23 04:13:191957年美国的盖奇发明等离子弧焊;40年代德国和法国发明的电子束焊,也在50年代得到实用和进一步发展;60年代又出现激光焊等离子、电子束和激光焊接方法的出现,标志着高能量密度熔焊的新发展,**改善了材料的焊接性,使许多难以用其他方法焊接的材料和结构得以焊接。其他的焊接技术还有1887年,美国的汤普...
与焊接自动化设备相关的问题
新闻资讯
产品推荐
-

姑苏区比较好的焊接自动化设备私人定做
2026-05-25 -
虎丘区比较好的电气控制柜联系方式
2026-05-25 -
常熟国内电气控制柜设备厂家
2026-05-25 -
姑苏区定做电气控制柜保养
2026-05-24 -
常熟直销焊接自动化设备保养
2026-05-24 -
吴江区整套电气控制柜销售厂
2026-05-24 -
吴中区国内焊接自动化设备对比价
2026-05-24 -
工业园区整套焊接自动化设备费用
2026-05-24 -

工业园区定做焊接自动化设备联系方式
2026-05-24