发展历史焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线移动,冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔...
焊接自动化设备基本参数
- 品牌
- 枫锦
- 型号
- 齐全
焊接自动化设备企业商机
对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口形式。焊接较厚的钢板时,为了焊透而在接边处开出各种形状的坡口,以便较容易地送入焊条或焊丝。坡口形式有单面施焊的坡口和两面施焊的坡口。选择坡口形式时,除保证焊透外还应考虑施焊方便,填充金属量少,焊接变形小和坡口加工费用低等因素。厚度不同的两块钢板对接时,为避免截面急剧变化引起严重的应力集中,常把较厚的板边逐渐削薄,达到两接边处等厚。对接接头的静强度和疲劳强度比其他接头高。在交变、冲击载荷下或在低温高压容器中工作的联接,常优先采用对接接头的焊接。用于飞机结构的制造和修复过程中,实现高质量的焊接,保证航空器的结构强度和安全性。江苏整套焊接自动化设备服务电话
焊接自动化,或称智能焊接技术,是指利用计算机、机器人等技术实现焊接过程的自动化控制。焊接是通过加热、加压或两者并用,用或不用填充材料,使被焊工件的材质(同种或者异种)达到原子间结合而形成长久性连接的工艺过程。焊接自动化的发展包括提高焊接机械化和自动化水平,如焊机实现程序控制、数字控制,研制从准备工序、焊接到质量监控全部过程自动化的**焊机,推广焊接机械手和机器人,焊接机器人是工业机器人的主要品类之一 [1] [19]。江苏本地焊接自动化设备私人定做为了提高焊接质量,人们研究出了各种保护方法。

微机控制焊接电源已成为自动化**焊机的主体和智能焊接设备的基础。近年研发的自动化爬移焊接小车等**设备已在实际工程中应用,相关成果形成多项**与QC质量控制标准 [3]。如微机控制的晶闸管弧焊电源、晶体管弧焊电源、逆变弧焊电源、多功能弧焊电源、脉冲弧焊电源等。微机控制的IGBT式逆变焊接电源,是实现智能化控制的理想设备。数控式的**焊机大多为自动TIG焊机,如全自动管/管TIG焊机、全自动管/板TIG焊机、自动TIG焊接机床等。在焊接生产中经常需要根据焊件特点设计与制造自动化的焊接工艺装备,如焊接机床、焊接中心、焊接生产线等自制的成套焊接设备,大多可采用通用的焊接电源、自动焊机头、送丝机构、焊车等设备组合,并由一个可编程的微机控制系统将其统一协调成一个整体 [2]。
在此期间,美国的诺布尔利用电弧电压控制焊条送给速度,制成自动电弧焊机,从而成为焊接机械化、自动化的开端。1930年美国的罗宾诺夫发明使用焊丝和焊剂的埋弧焊,焊接机械化得到进一步发展。40年代,为适应铝、镁合金和合金钢焊接的需要,钨极和熔化极惰性气体保护焊相继问世。1951年苏联的巴顿电焊研究所创造电渣焊,成为大厚度工件的高效焊接法。1953年,苏联的柳巴夫斯基等人发明二氧化碳气体保护焊,促进了气体保护电弧焊的应用和发展,如出现了混合气体保护焊、药芯焊丝气渣联合保护焊和自保护电弧焊等。利用视觉传感器、触觉传感器、听觉传感器和激光扫描仪等高级传感元件,实时监测焊接过程,确保焊接质量。

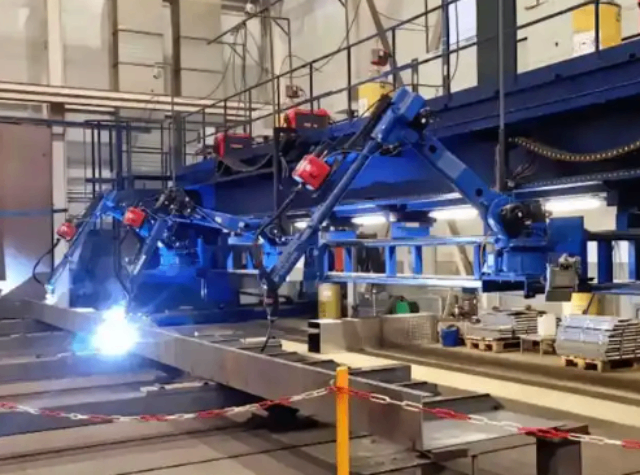
采用丁字接头和角接头通常是由于结构上的需要。丁字接头上未焊透的角焊缝工作特点与搭接接头的角焊缝相似。当焊缝与外力方向垂直时便成为正面角焊缝,这时焊缝表面形状会引起不同程度的应力集中;焊透的角焊缝受力情况与对接接头相似。角接头承载能力低,一般不单独使用,只有在焊透时,或在内外均有角焊缝时才有所改善,多用于封闭形结构的拐角处。焊接自动化通过集成机器人、传感器、智能控制系统等技术,***提升了焊接作业的效能与水平 [13] [15]。自动焊接设备能够实现连续、高效的焊接作业,无需人工频繁干预和调整,从而**缩短焊接周期,提高生产线的整体产能。通过程序控制和高精度操作,避免了人工操作中的不稳定因素,能够精确控制焊接参数和焊缝路径,确保焊缝的一致性和质量稳定性,减少焊接缺陷 [13-14]。装有电子传感电路和传感器,能够自动引导和跟踪焊缝轨迹。江苏整套焊接自动化设备服务电话
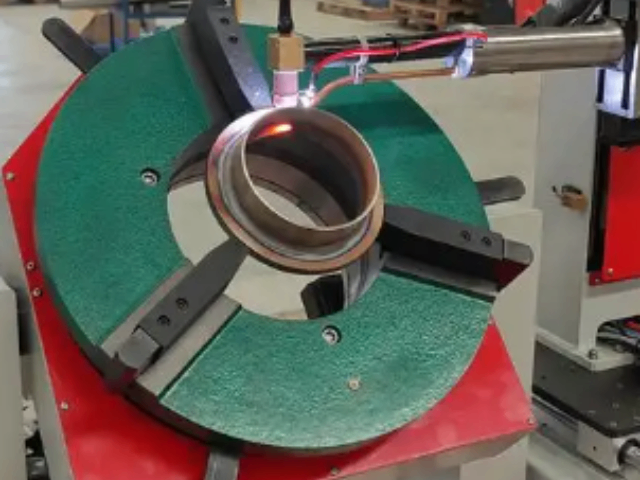
用于执行各种焊接工艺(如弧焊、点焊、激光焊等)的设备,能够实现高效、稳定的焊接。江苏整套焊接自动化设备服务电话
焊接自动化在工业制造中广泛应用,其目的在于增加产量、提高质量、降低成本和劳动强度、保障生产安全等。 [3]在汽车与摩托车制造中,自动焊接用于汽车、摩托车等车身、框架、部件、建材的组装等,采用电弧焊接如TIG焊接、MAG焊接、MIG焊接、等离子焊接、激光焊接,以及用于汽车、摩托车框架、金属部件的组装等采用电阻点焊接。 [9]在新能源领域,应用包括新能源电池箱智能激光焊接自动化工装和新能源项目镀锌材质、药芯焊丝机器人焊接工艺的创新突破。 [8]江苏整套焊接自动化设备服务电话
苏州枫锦自动化设备科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州枫锦自动化设备科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
与焊接自动化设备相关的文章
苏州整套焊接自动化设备销售厂
- 苏州常见焊接自动化设备维保 2026-05-23
- 江苏本地焊接自动化设备费用 2026-05-23
- 常熟定做焊接自动化设备保养 2026-05-23
- 虎丘区购买焊接自动化设备维保 2026-05-23
- 相城区本地焊接自动化设备对比价 2026-05-23
- 江苏直销焊接自动化设备设备厂家 2026-05-22
- 张家港直销焊接自动化设备销售厂 2026-05-22
- 江苏本地焊接自动化设备私人定做 2026-05-22
- 相城区直销焊接自动化设备联系方式 2026-05-22
- 苏州绿色环保焊接自动化设备联系方式 2026-05-22
- 吴中区整套焊接自动化设备规格尺寸 2026-05-22
- 昆山特种焊接自动化设备联系方式 2026-05-22
与焊接自动化设备相关的产品
与焊接自动化设备相关的新闻
-
姑苏区常见焊接自动化设备设备厂家 2026-05-22 10:12:14自动化焊接设备的构成:1、焊接电源,其输出功率和焊接特性应与拟用的焊接工艺方法相匹配,并装有与主控制器相连接的接口.2、送丝机及其控制与调速系统,对于送丝速度控制精度要求较高送丝机,其控制电路应加测速反馈3、焊接机头用其移动机构,其由焊接机头,焊接机头支承架,悬挂式拖板等组成,对于精密型焊头机构,其...
-
吴中区销售焊接自动化设备联系方式 2026-05-22 17:12:55例如2025年中铁山桥在张靖皋长江大桥建设中,应用数字孪生技术与BIM模型实现虚拟建造与实体施工的动态交互,将主塔合龙精度控制在±3毫米内,并采用智能化预拼装系统攻克超大钢塔精度难题 [3]。2025年12月,管道一公司在东非原油外输管道项目LOT2标段应用焊接质量闭环管理和数字化监管平台,提升焊接...
-
昆山直销焊接自动化设备对比价 2026-05-22 08:13:43压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊,当电流通过两工件的连接端时,该处因电阻很大而温度上升,当加热至塑性状态时,在轴向压力作用下连接成为一体。各种压焊方法的共同特点是在焊接过程中施加压力而不加填充材料。多数压焊方法如扩散焊、高频焊、冷压焊等都没有...
-
江苏整套焊接自动化设备服务电话 2026-05-22 12:12:43对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口形式。焊接较厚的钢板时,为了焊透而在接边处开出各种形状的坡口,以便较容易地送入焊条或焊丝。坡口形式有单面施焊的坡口和两面施焊的坡口。选择坡口形式时,除保证焊透外还应考虑施焊方便,填充金属量少,焊接变形小和坡口加工费用低等因素。厚度不...
与焊接自动化设备相关的问题
新闻资讯
产品推荐
-

虎丘区绿色环保电气控制柜维保
2026-05-23 -

高新区直销电气控制柜规格尺寸
2026-05-23 -
高新区国内电气控制柜联系方式
2026-05-23 -
虎丘区购买电气控制柜费用
2026-05-23 -
姑苏区直销电气控制柜设备厂家
2026-05-23 -
昆山销售电气控制柜对比价
2026-05-23 -
张家港直销电气控制柜联系方式
2026-05-23 -
江苏比较好的电气控制柜保养
2026-05-23 -
虎丘区定做电气控制柜保养
2026-05-23